Struggling with inconsistent PET bottle quality? Poor cooling might be ruining your production and profits. A chiller is the essential tool you're missing for perfect results.
A chiller provides constant, low-temperature water (typically 8-12°C) to the blow bottle mold. This rapid and stable cooling is crucial for setting the bottle's final shape, ensuring structural integrity, and achieving a fast, efficient production cycle.
I've seen it firsthand in my 16 years in the PET industry. Many businesses, especially smaller ones, try to cut costs on auxiliary equipment. It seems like a smart move at first, but it often leads to bigger problems down the line. In my career, I've learned that a chiller isn't just an add-on; it's a core component for anyone serious about producing high-quality PET bottles. Let's break down exactly why this piece of equipment is a necessity for quality production.
Why is Temperature Control So Critical in PET Blow Molding?
Are your PET bottles deforming or sticking in the mold? Uncontrolled heat is likely the culprit, causing frustrating production delays. Precise temperature control is the key to solving this.
PET is highly sensitive to heat. If the blow bottle mold is too warm, the plastic won't solidify properly. This leads to defects like inconsistent wall thickness, shrinkage, and bottles getting stuck, halting your entire operation.

To understand this, we need to think about the nature of PET plastic. It has a specific "glass transition temperature," or $T_g$. Above this temperature, PET is soft, stretchy, and rubbery, which is how we can blow it into a bottle shape. Below this temperature, it becomes hard, rigid, and clear. The entire goal of the cooling process in a bottle blowing machine is to lower the temperature of the newly formed bottle from above its $T_g$ to well below it, and to do this very, very quickly. A chiller is the only tool that can accomplish this effectively and consistently. Without it, you are leaving the most critical part of the process to chance.
The Consequences of High Mold Temperature
When the mold is too warm because it isn't connected to a chiller, a chain reaction of problems begins. The heat from the ~105°C preform soaks into the mold aluminum, and without chilled water to remove it, the mold's temperature climbs with every cycle. This leads directly to poor bottle quality. The bottle plastic remains too soft for too long. This can cause it to lose its shape, resulting in a product that doesn't meet specifications. Even worse, hot spots on the mold surface lead to uneven cooling. This causes the PET to stretch unevenly, creating thin, weak sections that can burst under pressure, and thick sections that waste material and can distort the bottle's shape. This inconsistency is a major quality control failure. Furthermore, a bottle ejected while still warm will continue to shrink as it cools in the open air, leading to warping and dimensional instability.
The Impact on Production Speed and Crystallinity
From a production standpoint, the most immediate impact of high mold temperature is a slower cycle time. To prevent soft bottles from sticking to the mold, the machine operator has no choice but to increase the "cooling time" setting on the bottle blowing machine. This adds precious seconds to every single bottle produced. Over an eight-hour shift, this can reduce your total output by 30-50%, severely impacting profitability. Beyond speed, the cooling rate also affects the plastic's final structure. Slow cooling allows molecules to arrange themselves into organized structures called crystals. While some crystallinity can add strength, non-uniform cooling creates non-uniform crystals, which scatter light and make the bottle look hazy or cloudy. A chiller provides a rapid "quenching" effect, locking the PET in its amorphous, transparent state that is desired for products like bottled water and juices.
| Mold Temperature | Bottle Formation | Wall Thickness | Clarity | Production Speed |
|---|---|---|---|---|
| Too High (>15°C) | Deformed, soft, sticks to mold | Inconsistent, weak spots | Hazy, poor | Slow |
| Optimal (8-12°C) | Stable, well-defined | Uniform, strong | Excellent, transparent | Fast |
| Too Low (<5°C) | Brittle, potential for stress cracking | Can be uniform but stressed | Pearlescence (whiteness) | Can be fast, but risks quality |
What Are the Functions of a Chiller in Mold Cooling?
Are you just guessing your mold temperature? This gamble leads to inconsistent bottle quality and frustrating production stops. A chiller removes the guesswork by providing stable, controlled cooling.
A chiller acts as the heart of your cooling system. It circulates a refrigerant to cool water down to a precise, pre-set temperature (8-12°C) and then pumps this water through your blow bottle mold, guaranteeing constant and efficient heat removal.

A chiller is not just a box that makes water cold; it is a sophisticated thermal management system. It operates on a closed loop, meaning the same water is continuously circulated, cooled, and sent back to the mold. This is fundamentally different from passive cooling methods. The system is designed to perform three core functions that are absolutely essential for modern PET blow molding. Without these functions, achieving high-speed, high-quality production is nearly impossible. Many people underestimate how much engineering goes into providing a simple stream of cold water, but its precision is what makes the whole process work.
The Three Core Functions
Achieving Low Temperatures: The primary function is to bring water to a temperature that is significantly lower than the surrounding environment. A chiller uses a refrigeration cycle—with a compressor, condenser, expansion valve, and evaporator—to actively remove heat energy from the water. This allows it to achieve temperatures like 8°C or 10°C, even when the factory floor is 35°C. Cooling towers or tap water systems simply cannot do this; they are limited by ambient weather conditions. This ability to get truly cold is what creates a large enough temperature difference (ΔT) to pull heat out of the mold metal rapidly.
Maintaining Temperature Stability: Perhaps the most critical function is stability. A chiller's internal thermostat and controller work continuously. They measure the temperature of the water returning from the mold and adjust the cooling effort to ensure the water going out to the mold stays at the set temperature, often with a precision of ±1°C. This means the first bottle you make in the morning is produced under the exact same thermal conditions as the last bottle you make in the evening. This process consistency is the secret to part-to-part repeatability and is something that is completely absent when using unstable sources like tap water.
Ensuring Consistent Flow and Pressure: Every chiller has an integrated pump that is engineered to provide a specific flow rate and pressure. This is vital because the cooling channels inside a blow bottle mold can be long and complex. The chiller's pump ensures that the cold water is forcefully pushed through every part of the mold, preventing "dead spots" where water might move slowly and cause localized overheating. This guaranteed flow and pressure ensure the entire surface of the mold cavity is cooled evenly.
What Happens If You Don't Use a Chiller with Your Blow Mold?
Thinking of skipping the chiller to save money on your initial investment? This decision often backfires, creating production nightmares and defective products. Here’s what really happens when you cut this corner.
Without a chiller, your mold overheats. This leads to deformed bottle necks that won't seal, bottles sticking inside the cavity, and a drastically slower production rate. You'll also see increased wear and tear on your expensive blow bottle mold.
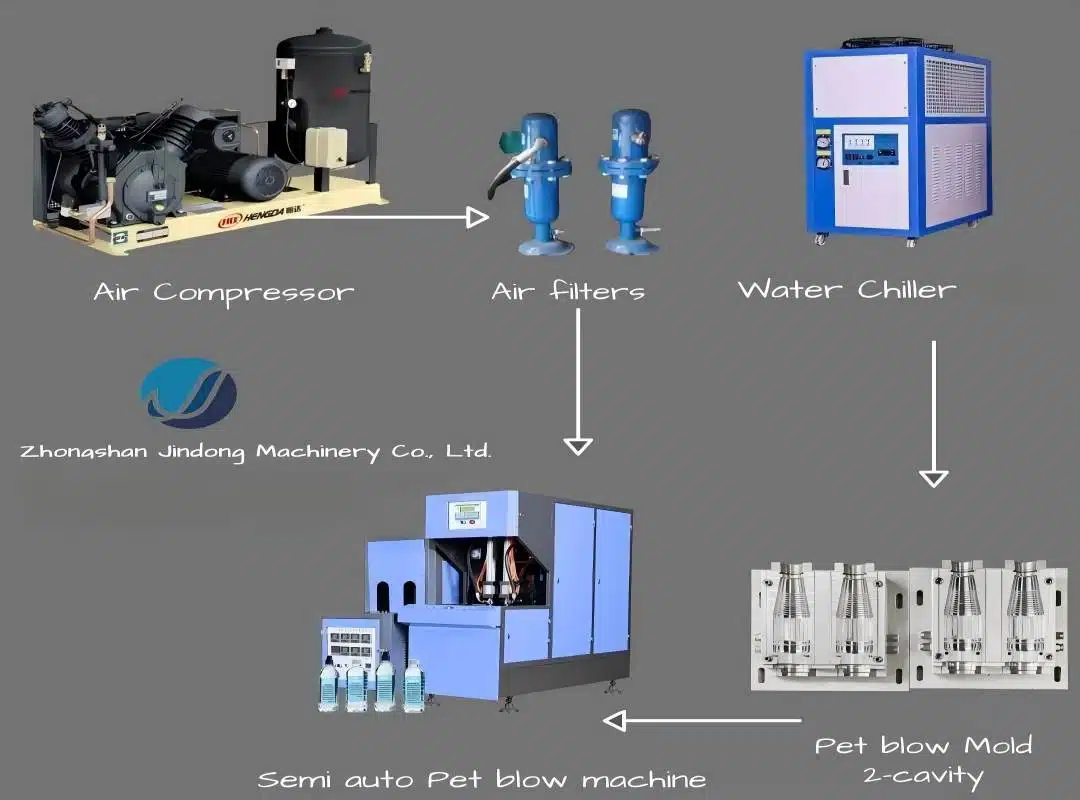
This scenario is something I have dealt with directly many times, but one story always stands out. I was working with a new client in Indonesia. They were a small startup and very conscious of their budget. They purchased a two-cavity semi-automatic bottle blowing machine and a custom mold from us. When I prepared the full quotation, I included a chiller and a full air compressor system, as is standard. To reduce costs, they insisted on removing the chiller and said they would source the compressor locally. I provided them with the required specifications for all the auxiliary equipment, stressing their importance. A few weeks after they received the machine, they called me, completely frustrated. The bottles they were producing were terrible—soft, cloudy, and deformed.
Immediate Production Failures
My first question was simple: "What is the temperature of the water going into your mold?" Their answer was, "We are not using a chiller. We did not think it was necessary." They were using room temperature water from a tank. The problems they were facing were the classic symptoms of uncontrolled mold heat. The most critical issue was bottle neck deformation. The preform, which comes from a preform mold, has a finished neck that must not change. But as the body of their mold got hotter and hotter, the heat "crept" up into the neck area, softening it and causing it to warp. These bottles would never seal properly. Their second issue was bottles sticking in the mold. The PET wasn't cooling down enough to become rigid, so when the mold opened, the soft bottle would cling to the metal surface, getting scratched or damaged and forcing them to stop the machine and remove it by hand.
Long-Term Negative Consequences
To combat the sticking, their only solution was to dramatically increase the cooling time in the machine's settings, which slowed their production to a crawl. They were losing a huge amount of potential output every hour. I explained to them that this was not just affecting their production speed but also damaging their investment. The constant, uncontrolled heating and cooling was putting immense thermal stress on their new blow bottle mold, which could reduce its operational lifespan. After our conversation, and with my strong recommendation, they purchased a small industrial chiller that met the specifications I had originally provided. A week later, they sent me a video. Their machine was running smoothly, and they held up a crystal-clear, perfectly formed bottle. The chiller didn't just improve their quality; it saved their production.
Why Isn't Air Cooling or Room Temperature Water Enough?
Can't you just point a powerful fan at your mold or use tap water to cool it down? This common shortcut seems easy and cheap, but it is highly ineffective for industrial production. It fails to remove heat fast enough to be useful.
Air and room temperature water are terrible at heat transfer compared to chilled water. They cannot lower the mold temperature sufficiently or quickly. This results in long cycle times, inconsistent bottle quality, and an inability to run the bottle blowing machine at its proper speed.
The reason these methods fail comes down to the physics of heat transfer. Removing heat from a large block of metal, like a mold, that is constantly being injected with more heat from a hot PET preform, requires a very efficient cooling medium. Both air and room temperature water lack the thermal properties needed for this demanding task. It’s a matter of thermal conductivity and heat capacity, and in both cases, they fall far short of what is required for a stable, repeatable process.
The Inefficiency of Air and Tap Water
Let's first consider air cooling. Air has a very low density and a very low capacity to absorb heat. Trying to cool a mold with a fan is like trying to stop a car by blowing on it. The amount of heat the air can carry away is tiny compared to the amount of heat being introduced by the hot plastic. The mold's temperature will inevitably rise until it is so hot that every bottle produced is defective. You simply cannot move enough air fast enough to make a difference.
Now, let's look at room temperature water, for example, from the tap or a simple water tank. While water is much better than air at absorbing heat, it still has two major problems. First, its temperature is too high and too unstable. Tap water might be 15°C on a cool day but climb to 25°C or even higher on a hot summer afternoon. This means your process parameters are constantly changing, making it impossible to produce consistent bottles. Second, the rate of heat transfer depends on the temperature difference (ΔT) between the mold surface and the water. Chilled water at 8°C creates a huge ΔT, which aggressively pulls heat from the mold. Tap water at 25°C has a much smaller ΔT, making the heat transfer slow and inefficient. This forces you to run longer cycle times to achieve the same amount of cooling.
| Cooling Method | Coolant Temperature | Temperature Stability | Heat Removal Rate | Impact on Cycle Time |
|---|---|---|---|---|
| Air Cooling (Fan) | Ambient (e.g., 30°C) | Very Poor (Fluctuates) | Extremely Low | Extremely Long |
| Room Temp Water | Ambient (e.g., 25°C) | Poor (Seasonal) | Low | Long and Unstable |
| Chilled Water | Controlled (e.g., 10°C) | Excellent (±1°C) | High / Very High | Short and Consistent |
How Does Improper Mold Cooling Affect Bottle Quality?
Are you facing customer complaints about your bottles leaking, collapsing, or looking cloudy? The root cause may not be the bottle design or the plastic material, but your mold cooling process. Poor cooling directly and severely compromises bottle quality.
Improper cooling leads to a host of bottle defects. These include uneven wall thickness, weak and unstable bases, hazy or opaque plastic, and deformed necks. These issues can cause problems during filling, capping, and transport, ultimately leading to product failure.

The quality of a PET bottle is not just about how it looks; it's about its performance as a container. It needs to protect the product inside, withstand the rigors of shipping and handling, and function correctly on a high-speed filling line. Nearly every critical quality attribute of a PET bottle is finalized in the few seconds it spends cooling inside the blow bottle mold. If that cooling is insufficient or uneven, the resulting defects can render the bottle completely useless, leading to wasted material, lost production time, and dissatisfied customers.
Structural and Dimensional Flaws
The most dangerous defects are those that affect the bottle's structural integrity.
- Uneven Wall Thickness: This is a very common problem caused by hot spots on the mold. The hotter area of the mold allows the PET to stretch further, creating a thin, weak spot. This bottle might pass a visual inspection but could easily burst when pressurized with a carbonated beverage or when dropped.
- Unstable Base: Many bottles, especially for CSDs, require a complex "petaloid" base for strength. If the base of the mold is too hot, this detailed shape will not form and set correctly. The resulting bottle might wobble on a flat surface, causing it to jam filling lines, or it might collapse under the vertical load of stacking on a pallet.
- Paneling or "Suck-Back": This is a visible defect where the flat wall panels of a bottle sink inward, creating an unsightly concave appearance. It happens when a bottle is ejected from the mold while the walls are still too warm. As the air inside the sealed bottle cools, it creates a slight vacuum that pulls the soft walls inward. This not only looks bad but can also cause labels to wrinkle or detach.
Performance and Aesthetic Issues
Other defects might be less about safety and more about performance and appearance, but they are just as important for brand perception.
- Leaking Seals: As I mentioned with my Indonesian client, if heat from the mold body migrates to the neck finish area, it can warp the delicate sealing surface. A cap applied to a warped neck will not create a perfect seal, leading to slow leaks, loss of carbonation, and potential contamination of the product.
- Hazy or Cloudy Appearance: For products like premium bottled water, clarity is everything. The consumer equates clarity with purity. Slow cooling, which happens without a chiller, allows microscopic crystals to form in the plastic. These crystals scatter light, making the bottle appear hazy instead of crystal clear. A chiller ensures the rapid quenching needed to maintain perfect transparency. A poor cooling system for the preform mold can also introduce issues that carry over into the final bottle.
What Are the Recommended Cooling Parameters for PET Blow Mold Systems?
Do you know the right temperature, flow rate, and pressure for your mold? Using generic "one-size-fits-all" settings can hurt your efficiency and quality. Dialing in the correct cooling parameters is crucial for optimizing your production process.
For most PET applications, the recommended chilled water temperature is 8-12°C. Water flow should be high enough to ensure turbulent flow inside the cooling channels, and pressure must be adequate to overcome all resistance in the mold and hoses.

Getting the best performance from your bottle blowing machine and mold requires more than just connecting a chiller; it requires setting the chiller to the correct parameters for your specific application. The ideal settings can vary based on the size and shape of your bottle, the weight of your preform, and your desired cycle time. However, there are well-established starting points and principles that apply to nearly all PET blow molding operations. Understanding these core parameters—temperature, flow rate, and pressure—is key to moving from average results to excellent results.
Core Parameter Ranges
Cooling Water Temperature: The industry standard and the "sweet spot" for most applications is a water temperature between 8°C and 12°C (46°F to 54°F).
- Running colder than 8°C can sometimes lead to problems. It can make the PET too rigid too quickly, introducing stress that can lead to cracking. More commonly, a very cold mold surface can cause condensation (sweating) in humid environments, which leaves small water marks on the bottle surface.
- Running warmer than 12°C significantly reduces the efficiency of heat transfer. This means you will have to extend your cooling time to get the bottle to solidify properly, which slows down your entire operation.
Water Flow Rate: Many people focus only on temperature, but flow rate is equally important. The goal is to achieve turbulent flow inside the mold's cooling channels. A slow, smooth (laminar) flow is very inefficient, as a warm layer of water can form along the inside wall of the channel, acting as an insulator. A fast, turbulent flow scours this layer away, ensuring maximum contact between the cold water and the metal. The required flow rate (measured in Liters per minute or Gallons per minute) depends on the design of your blow bottle mold, but higher is generally better.
Water Pressure: The chiller's pump must generate enough pressure (measured in bar or PSI) to push the required flow rate through the entire system. This includes the resistance from the pipes, quick-connect fittings, and the narrow, winding passages inside the mold. A typical target pressure is 3 to 5 bar (45 to 75 PSI). If the pressure is too low, you will not achieve the turbulent flow you need, even if the pump is capable of a high flow rate.
Example Cooling Parameters by Bottle Type
These are general starting points. I always advise clients to use a digital surface thermometer to measure the actual temperature of their mold cavities. The goal is a consistent temperature across the entire molding surface.
| Bottle Type | Size | Chilled Water Temp (°C) | Recommended Flow Rate (per mold half) | Key Consideration |
|---|---|---|---|---|
| CSD (Carbonated) | 500 ml | 8 - 10°C | 10 - 15 L/min | Base cooling is critical for strength |
| Water Bottle | 1.5 L | 10 - 12°C | 15 - 20 L/min | Clarity and uniform wall are key |
| Hot-Fill Bottle | 350 ml | 9 - 11°C | 10 - 15 L/min | Neck and body must resist heat |
| Wide-Mouth Jar | 1 L | 10 - 12°C | 20 - 25 L/min | Large surface area requires higher flow |
How Do You Properly Set Up the Cooling System from Chiller to Mold?
Is your cooling system a messy tangle of leaky hoses and undersized pipes? An improper setup can defeat the purpose of having a powerful chiller. A clean, logical, and correctly sized connection is vital for performance.
A proper setup involves using correctly sized hoses for the inlet and outlet, high-quality quick-connect fittings, and ensuring a logical water path. The chilled water "IN" port should feed the most critical areas first, and you must regularly check for blockages to maintain flow.

Owning a high-quality chiller and a precision blow bottle mold is only part of the equation. Connecting them correctly is the final, critical step to ensure you get the cooling performance you paid for. I have seen factories with brand new equipment get poor results simply because the hoses were too small, connected to the wrong ports, or kinked. A poorly planned setup creates bottlenecks that restrict flow and pressure, starving the mold of the cooling it needs. Taking the time to set up the cooling circuit correctly is a simple action that pays huge dividends in quality and efficiency.
The Water Circuit Path and Components
- IN vs. OUT: This is the most basic and most important rule. Every mold has cooling ports that are clearly marked, usually as "IN" and "OUT" or with color-coded connectors. The cold water supply line from the chiller must always connect to the "IN" port. The return line that goes back to the chiller connects to the "OUT" port. The internal channels of the mold are designed for water to flow in a specific direction to cool the most critical areas first. Reversing this flow can drastically reduce cooling effectiveness.
- Pipe and Hose Diameter: Do not choke your system. The hoses or pipes you use should have an internal diameter that is at least as large as the connection port on your chiller and mold. Using a smaller hose is like trying to drain a swimming pool with a garden hose; it creates a massive restriction, dropping both pressure and flow rate dramatically.
- Quick-Connect Fittings: It is worth investing in good quality, industrial-grade quick-connect fittings. Cheaper, lower-quality connectors can leak, but more importantly, they often have poor internal designs that restrict flow. Ensure your fittings are rated for the pressure your chiller produces and have a high-flow design.
- Parallel vs. Series Connections: For a multi-cavity mold, you have two options for plumbing. A series (or "daisy-chain") connection is simple but flawed: the water goes into cavity 1, out of cavity 1 and into cavity 2, and so on. The problem is that the water gets warmer as it passes through each cavity, meaning the last cavity in the chain receives much warmer water than the first. The best practice is a parallel connection, which uses a manifold to split the main flow, so each cavity receives its own supply of equally cold water. This ensures uniform cooling across all cavities.
Preventing and Clearing Blockages
Because the cooling system is a closed loop, it should theoretically stay clean. However, over time, scale or sediment can build up, especially if you are not using distilled or properly treated water. These deposits can clog the small cooling channels inside the mold, restricting flow to certain areas and creating hot spots. I once had a client who saw their defect rate suddenly spike. After checking everything else, we flushed their mold's cooling channels and a surprising amount of mineral scale came out. A regular preventative maintenance schedule that includes checking filters and flushing the system is essential for long-term, consistent performance.
How Can We Support You with Mold Cooling Guidance and Chiller Matching?
Feeling overwhelmed by cooling calculations, flow rates, and chiller specifications? Choosing the wrong cooling system is a costly and frustrating mistake. Let our 16 years of expertise guide you to the perfect cooling solution.
We provide comprehensive support. We can offer free cooling layout diagrams for your setup, recommend the correct chiller size and specifications based on your production needs, and help you integrate the entire cooling system for optimal performance from your bottle blowing machine.
Our philosophy is that our job doesn't end when the equipment is delivered. We believe in being a long-term partner in our clients' success. That success depends on the entire production line—from the preform mold to the final bottle—working in perfect harmony. The cooling system is a vital part of this ecosystem. Based on my extensive experience, I know that providing clear guidance on auxiliary equipment like chillers is just as important as providing a high-quality machine or mold. We don't just sell you parts; we provide the complete knowledge base you need to make them run flawlessly.
Free Cooling System Design and Chiller Recommendation
Choosing the right chiller can be daunting. The calculation for cooling capacity (measured in kW or Tons) is not simple; it depends on multiple factors:
- Material Throughput: How many kilograms of PET are you processing per hour?
- Temperature Differential: What is the starting temperature of your preform and the final desired temperature of your bottle?
- Cycle Time: How quickly are you introducing new heat into the system?
- Mold Mass and Design: How large is your blow bottle mold, and how complex are its cooling channels?
You don't have to figure this out on your own. We can perform these calculations for you. Based on your specific production goals, we will recommend the precise chiller capacity you need—one that is powerful enough to do the job without being oversized and inefficient. We can then suggest specific models and brands that we have tested and know are reliable partners for our equipment. Furthermore, we can provide a free cooling schematic, a simple drawing showing how to place the chiller and route the plumbing in your factory for the best possible flow and minimal pressure loss. This planning service removes the guesswork and helps you get the setup right the first time. Our goal is to ensure your entire system, including your bottle blowing machine, is perfectly matched and integrated.
Conclusion
In short, a chiller is not an optional accessory. It is a fundamental requirement for achieving high quality, fast speed, and real profitability in any PET blow molding operation.
Frequently Asked Questions (FAQ)
1. Can I use one large central chiller for multiple blow molding machines?
Yes, this is a very common and efficient setup for larger factories. A large central chiller can feed a cooled water loop that runs throughout the facility. Each machine then draws from this main loop. This is often more energy-efficient than having many small, individual chillers, but it requires careful planning of pipe sizes and pump pressures to ensure every machine gets adequate flow.
2. What's the difference between an air-cooled chiller and a water-cooled chiller?
An air-cooled chiller uses fans to blow ambient air over its condenser coils to release the heat it has removed from the water. A water-cooled chiller uses a second water loop, typically from a cooling tower, to absorb the heat from the condenser. Air-cooled chillers are simpler and easier to install, while water-cooled chillers are generally more energy-efficient but require more supporting infrastructure.
3. How often do I need to perform maintenance on my mold cooling system?
Regular maintenance is key. We recommend a weekly check of chiller filters and a visual inspection for any leaks in the hoses or connectors. You should also periodically check the water quality in your closed loop. A more thorough system flush to remove any potential scale buildup from the mold channels should be performed at least annually, or more often if you operate in an area with hard water.
4. What is a water/glycol mix and why would I use it in my chiller?
A water/glycol mix is a mixture of water and industrial-grade antifreeze (usually propylene glycol or ethylene glycol). Its primary purpose is to prevent the water from freezing if your chiller is set to a very low temperature (below 4°C) or if the unit is located outdoors in a cold climate. Glycol also contains corrosion inhibitors that help protect the internal components of your chiller and mold.
5. My PET bottles are suddenly coming out hazy/cloudy. Could the chiller be the problem?
Yes, this is a classic symptom of a cooling problem. If your bottles are normally clear but are now hazy, the first thing to check is your cooling system. Verify that the chiller is running and set to the correct temperature (8-12°C). Check your water flow to ensure there are no blockages. Haze is caused by slow cooling, so any interruption or reduction in cooling performance can directly cause this defect.
🔗 Learn More about Chillers and Industrial Cooling Systems
Chiller – Wikipedia
General overview of chillers used in industrial applications to remove heat from processes such as blow molding.Vapor-compression refrigeration – Wikipedia
Describes the cooling cycle commonly used in industrial chillers.Heat exchanger – Wikipedia
Explains the devices that allow heat to be transferred from hot PET molds to the coolant in chillers.Cooling water – Wikipedia
Covers the role and types of cooling water systems, relevant to understanding temperature control in blow molding.Thermal management – Wikipedia
Discusses techniques used in industrial machinery to maintain ideal operating temperatures.
🔗 Related Pages on Our Website
Automatic Blow Molding Machines – iBottler
Discover our full range of customizable automatic PET bottle blow molding machines.Blow Bottle Mold – iBottler
Explore our precision blow molds designed for PET and PP bottles.Preform Mold – iBottler
Learn more about our high-precision preform molds suitable for various injection molding machines.
