Planning a new beverage or CPG production line is a monumental undertaking where timing is everything. A miscalculation in your equipment delivery schedule can trigger a cascade of costly problems that go far beyond simple inconvenience. Understanding the real-world lead times for a PET blow molding machine is the cornerstone of a successful project launch and a profitable operation.
The delivery time for a PET blow molding machine is not a simple number; it's a calculated range based on deep customization. Expect a 2-4 week lead time for simpler semi-automatic models and a more involved 6-8 weeks for complex, fully automatic systems. This timeline is dictated by component manufacturing, custom engineering for your specific bottle, mold complexity, and auxiliary system integration.
In my 16 years in this industry, the first question I'm always asked is, "How soon can I get it?" I've learned this is never a casual inquiry. It's a critical variable in a complex financial equation. I’ll never forget a client in Brazil who was making a huge leap, upgrading his entire bottling operation from 6,000 to 12,000 bottles per hour (BPH). He had signed a lease on a massive new facility and had a team of newly hired engineers on payroll, all based on a projected delivery date. A three-week delay from a supplier wouldn't just mean waiting; it would mean burning thousands of dollars a day on rent for an empty building and salaries for an idle team. It could also mean missing a contractual shipping deadline with a major retailer, resulting in penalties and damaged relationships. This experience cemented my belief that our job isn't just to build machines; it's to be a reliable partner in our clients' success. This guide is my attempt to give you the comprehensive, transparent information I wish all my clients had from day one.
What You'll Learn in This Guide
- The Core Reason for Customization: A deep dive into why "off-the-shelf" blow molding machines don't exist.
- Semi-Automatic vs. Fully-Automatic: A detailed comparison of the technology, ideal use-cases, and true cost of ownership for each.
- Critical Path Components: How your bottle mold, neck finish, and auxiliary equipment dictate the project timeline.
- The Manufacturing Journey: An inside look at how these machines are built, from CAD design to final assembly.
- Project Management & Risk Mitigation: How we partner with you to shorten lead times and how you can prepare your facility for a smooth installation.
Let's begin by addressing the most fundamental concept: why every machine is a unique, made-to-order project.
Why Are Blow Molding Machines Made-to-Order, Not Stocked?
Have you ever wondered why you can't browse an online catalog and order a bottle blowing machine with two-day shipping? The answer lies in the incredible diversity of PET bottles. Every bottle's shape, weight, volume, and neck finish requires a machine that is specifically engineered and tuned for its unique characteristics, making a standardized, inventoried product impossible.
Every PET blow molding machine we build is a bespoke solution, a direct response to a client's unique production needs. A machine configured to produce a 500ml round water bottle is mechanically and electronically different from one designed for a 1-liter square-shaped juice bottle. This isn't just a matter of changing a few settings; it involves physically different core components. The heating oven, the blowing mold, the preform grippers, and the electronic control parameters are all custom-built for a single bottle family. A generic, "stock" machine would fail to produce your bottle with any degree of quality, efficiency, or consistency.
Let's break down the key areas of customization in much greater detail. This is where the lead time is truly built.
The Technical Nuances of Customization
- The Heating System (Infrared Oven): This isn't just a simple oven. It's a precision instrument. We customize the number and type of infrared lamps (typically halogen) and their physical arrangement into multiple heating zones. A heavy, thick-walled preform for a hot-fill jar requires more intense, penetrating heat than a lightweight preform for carbonated soft drinks. We adjust the vertical and horizontal spacing of the lamps to ensure the preform body is heated evenly to its ideal glass transition temperature (typically around 100-110°C) without overheating the crystalline neck area, which needs to remain rigid.
- The Stretch-Blow System: Inside the mold, two actions happen nearly simultaneously. A thin steel stretch rod shoots down into the heated preform, stretching it vertically. The speed and stroke length of this rod are critical for proper material distribution and are customized based on the bottle's final length. Simultaneously, high-pressure air (up to 40 bar / 580 psi) is injected to blow the preform outwards, forcing it into the shape of the mold cavity. The timing and pressure profiles of this two-stage blowing process (a low-pressure "pre-blow" followed by the high-pressure "main blow") are meticulously set in the machine's PLC for each bottle recipe.
- The Mold & Clamping Unit: The blow bottle mold is the heart of the machine and a major time factor. It's typically machined from aircraft-grade aluminum or steel. But the customization goes deeper. The design of the internal cooling channels is paramount for cycle time. We engineer these channels to rapidly cool the blown bottle from ~100°C down to below 60°C in seconds, allowing it to solidify and be ejected. The clamping unit that holds the mold shut must be powerful enough to resist the immense force of the high-pressure air. We select a clamping system with the appropriate tonnage for the bottle's size and projected surface area.
- The Control System (PLC & HMI): The machine's brain is its Programmable Logic Controller (PLC). We typically use robust, industry-leading brands like Siemens or Allen-Bradley. The software is custom-programmed to control every valve, motor, and sensor with millisecond precision. The Human-Machine Interface (HMI) — the touchscreen you use to operate the machine — is designed for ease of use, allowing operators to load different "recipes" (stored settings for each bottle type) at the push of a button.
This level of detailed, ground-up engineering is why we can only start building your machine after you have signed off on the final, approved bottle design. It's a truly collaborative process to create a piece of equipment that is perfectly optimized for one purpose: producing your bottle flawlessly.
Are Semi-Automatic PET Blow Machines Faster To Deliver With Less Customization?
When speed-to-market and budget control are your top priorities, the semi-automatic machine presents a compelling case. It is the workhorse of choice for startups, R&D labs, and niche producers, offering the fastest path from concept to production, but with important trade-offs in automation and scalability.
Semi-automatic PET blow molding machines boast a significantly shorter delivery time, typically just 2 to 4 weeks. This speed is achieved through a simpler, decoupled design and the use of more standardized components. Their architecture is inherently less complex, making them an outstanding choice for producing standard bottle formats (from 50ml up to 5 liters) and for businesses that are not yet ready for a large-scale, fully automated investment.
The Operational Workflow and Its Implications
The key difference lies in the workflow. A semi-automatic system is composed of two separate units: a preform heater (oven) and a blowing station. The process is labor-intensive:
- An operator manually loads PET preforms onto the heating conveyor.
- After the preforms pass through the oven, the operator manually transfers the hot, pliable preforms into the blowing station's mold.
- The operator presses two buttons to engage the clamp and initiate the stretch-blowing cycle.
- Once the bottle is formed and cooled, the operator manually removes the finished bottle.
This reliance on manual intervention is precisely why the machine is simpler and faster to build. There is no need for complex robotics, transfer systems, or the intricate PLC programming required to synchronize dozens of automated movements.
Ideal Use-Cases:
- Startups & Market Testing: Perfect for a new beverage company that needs to produce an initial run of 10,000-50,000 bottles to test the market without a massive upfront capital expenditure.
- Specialty Products: Ideal for companies producing high-value products in lower volumes, such as custom cosmetic bottles, chemical containers, or wide-mouth jars where high-speed production is not the primary concern.
- R&D Laboratories: Used by large corporations to test new bottle designs, preform weights, and material compositions (like rPET) before commissioning a full-scale production mold.
The Trade-Offs:
While the delivery time and initial cost (CAPEX) are attractive, you must consider the Total Cost of Ownership (TCO). The operational cost (OPEX) is higher due to direct labor. Output is limited by the operator's speed and consistency, typically topping out at around 800-1000 BPH. Furthermore, quality can be more variable, as slight inconsistencies in the operator's rhythm can affect preform heating and, therefore, the final bottle quality. It's a fantastic entry point, but it's crucial to understand its limitations in scalability.
Do Fully Automatic Machines Need More Lead Time Due to Modular Customizations?
When your business model demands high volume, relentless consistency, and minimal labor per unit, the fully automatic machine is not just an option—it is a necessity. The extended lead time for these systems is a direct reflection of their complexity and the incredible value they deliver in a large-scale production environment.
A fully automatic bottle blowing machine is a complex, integrated system that commands a 6 to 8-week lead time, and sometimes longer for highly specialized applications. This timeline is not a delay; it is the required period for meticulous engineering, assembly, and testing of a sophisticated production ecosystem. These machines are the heart of modern bottling plants, designed for "lights-out" operation and seamless integration with upstream and downstream equipment.
An Ecosystem of Automation
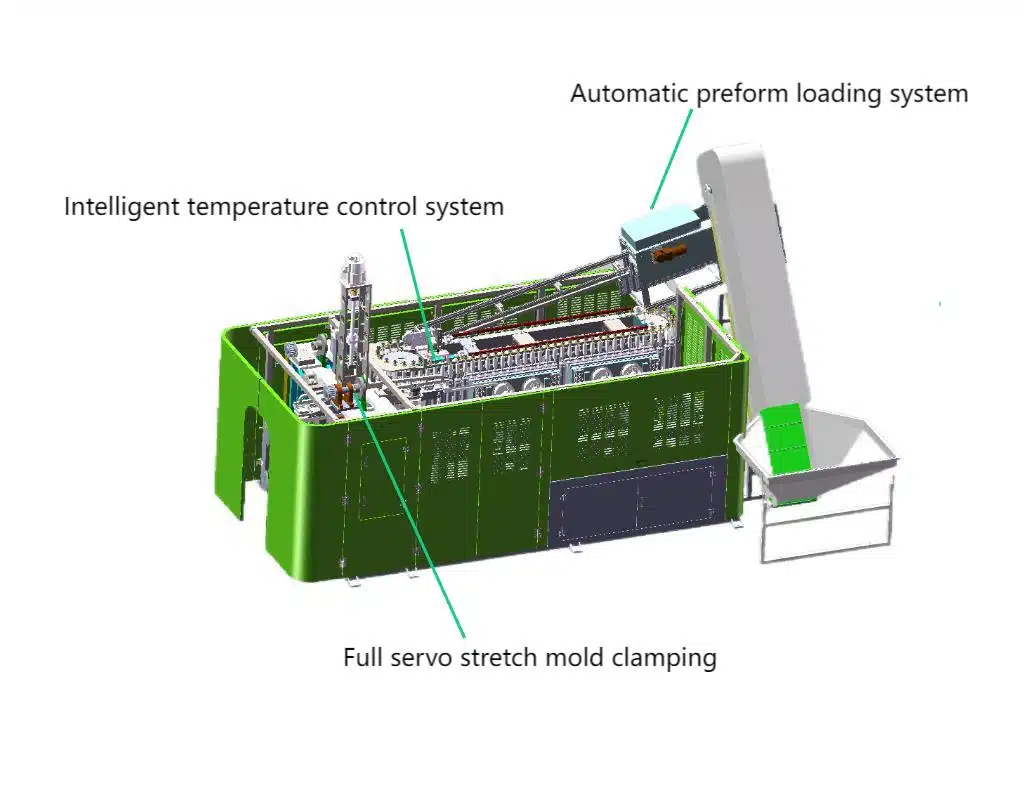
A fully automatic machine is far more than just a blower. It's the central hub of a production line that includes:
- Preform Handling: An automatic hopper, elevator, and unscrambler that feeds preforms into the machine in the correct orientation without human touch.
- Integrated Heating and Blowing: A continuous-motion rotary system that moves preforms through a multi-zoned heating oven and then into a set of blowing molds on a rotating wheel. All movements are perfectly synchronized.
- Bottle Ejection and Conveying: An automatic system that ejects the finished bottles and places them onto an air conveyor, which whisks them away to the filling and capping stations.
The extended lead time is spent ensuring every one of these modules works in perfect harmony. We conduct extensive testing on the PLC programming that synchronizes hundreds of I/O points, from the sensors that detect a fallen preform to the servomotors that control the rotary wheel's speed.
ROI and The Value of Waiting
Let's revisit my Brazilian client's story. He was upgrading to a 12,000 BPH fully automatic line. The machine's initial cost was roughly 2.5 times that of a collection of semi-automatic machines that could produce a similar volume. However, the fully automatic line required only one skilled operator to supervise, versus the 8-10 operators needed for the semi-automatic alternative.
- The Calculation: He calculated that the reduction in direct labor costs alone would pay back the price difference in just 18 months.
- The Intangibles: Beyond labor, he gained immense benefits in quality consistency, reduced scrap rate (from ~3% to less than 0.5%), and the ability to run 24/7 with minimal downtime. The wait was a strategic investment. By the end of year two, his profit margin per bottle had increased by over 30%. This is the power of automation, and it's what you are investing in during that 6-8 week lead time. It's a period of building not just a machine, but a long-term competitive advantage.
How Do Mold, Neck Size, and Cavity Count Affect Delivery Time?
The single most critical-path component in any blow molding project is the bottle mold itself. It is a masterpiece of precision engineering, and its complexity, driven by your bottle's design, neck finish, and desired output, is a primary driver of the overall project timeline.
The blow bottle mold is not just a cavity; it's a sophisticated thermal management tool. While the main machine is being assembled, the mold is on its own parallel production journey that takes anywhere from 3 to 6 weeks. A simple, two-cavity mold for a standard water bottle is on the shorter end of that scale. A 10-cavity, hot-fill mold for a wide-mouth pasteurizable jar represents the longer, more complex end.
The Mold Manufacturing Journey
To appreciate the timeline, you need to understand the intricate steps involved in creating a high-quality mold:
- Design & Simulation (1 week): Our engineers take your final bottle CAD file and design the mold around it. Using Computational Fluid Dynamics (CFD) and Finite Element Analysis (FEA) software, we simulate the airflow and heat transfer to optimize the placement and design of internal cooling channels.
- Material Selection & Prep (Ongoing): We select the mold material based on the application. Most are high-grade, aircraft-quality aluminum (like Aleris or Alcoa) for its excellent thermal conductivity and machinability. For high-wear or hot-fill applications, we use more durable P20 or stainless steel.
- CNC Machining (1-2 weeks): Large blocks of metal are placed in 3-axis and 5-axis CNC milling machines. The rough shape and the intricate details of the bottle cavity are carved out with incredible precision.
- Hand Polishing & Fitting (1 week): After machining, the mold cavities are hand-polished to a mirror finish. This is painstaking work done by skilled artisans, as any imperfection will be transferred to every bottle produced. The mold halves are then carefully fitted to ensure a perfect seal.
- Assembly & Testing (1 week): The cooling channels are drilled, and the various components (valves, fittings) are assembled. The finished mold is then installed in a test machine in our facility to produce the first bottle samples (First Article Inspection) for your approval.
Key Factors Influencing Mold Complexity:
- Cavity Count: Moving from a 4-cavity to an 8-cavity mold doesn't just double the machining time; it exponentially increases the complexity of balancing the cooling and airflow to ensure all 8 bottles are identical.
- Neck Finish: The neck finish must be machined to precise industry standards (e.g., PCO 1881 for carbonated drinks, or a 38mm finish for juices). This area is part of the mold and requires high precision to guarantee a perfect seal with the cap.
- Bottle Shape: Complex shapes with sharp corners or non-symmetrical designs require more complex machining and are harder to cool evenly, often demanding more sophisticated cooling channel designs.
- Hot-Fill / Pasteurizable: These molds need to be heated (not cooled) to prevent the bottle from shrinking during the hot-filling process. They are made from steel and have channels for hot oil or water, adding another layer of complexity.
Because the mold is so integral and time-consuming, the single best thing you can do to keep your project on schedule is to freeze your bottle design before the project starts. A design change after mold manufacturing has begun is the number one cause of significant delays and cost overruns.
Does Auxiliary Equipment like Chillers and Compressors Also Need Custom Setup?
A blow molding machine, no matter how advanced, is powerless on its own. It is the heart of a system that relies on a network of critical auxiliary equipment. Sourcing, sizing, and integrating this support machinery is a vital sub-project within the main timeline, typically requiring 3-4 weeks for standard components.
Think of it like a Formula 1 car. The engine is incredible, but without the right fuel, tires, and cooling systems, it's just a static display. Your auxiliary equipment provides the essential utilities—the "lifeblood"—that allow the blow molding machine to function. Neglecting to plan for this in parallel is a common mistake that can leave your brand new, expensive machine sitting idle on your factory floor.

A Detailed Breakdown of Essential Auxiliaries:
- The Air System (Compressors, Dryer, Tanks, Filters): This is the most complex auxiliary system. You need two types of air:
- Low-Pressure Air (7-10 bar / 100-150 psi): This is standard shop air used to power the machine's pneumatic cylinders and valves.
- High-Pressure Air (30-40 bar / 435-580 psi): This is the air that actually blows the bottle.
This system requires a low-pressure screw compressor, a high-pressure piston booster compressor, air storage tanks for both pressures, and a refrigerated air dryer. Critically, the air must be clean and dry (to ISO 8573-1 standards) with multiple stages of filtration to remove oil, water, and particulates. Contaminated air is the number one killer of expensive pneumatic valves. Sizing this system correctly based on the machine's air consumption (CFM or m³/min) is a detailed calculation we perform for every project.
- The Water Chiller: This unit circulates cold water (or a glycol mix) through the blow molds, the preform neck shields, and the machine's hydraulics. It's the key to solidifying the hot plastic bottle rapidly, which is essential for achieving fast cycle times and good bottle clarity. We calculate the required cooling capacity (in Tons or kW) based on the amount of heat the machine will generate. An undersized chiller will lead to long cycle times and poor bottle quality.
- Mold Temperature Controller: For specific applications like hot-fill, you don't cool the mold; you heat it to a precise temperature (e.g., 120-140°C). A mold temperature controller circulates hot oil or pressurized water to maintain this temperature, preventing the bottle from shrinking when it's filled with hot product.
- Material Handling (Hopper, Dryer, Loader): PET resin is hygroscopic, meaning it absorbs moisture from the air. It must be dried for 4-6 hours at ~175°C before processing. This requires a resin dryer, a hopper to hold the dried material, and a vacuum loader to automatically convey it to the machine.
Sourcing these items from our trusted third-party partners takes time. While standard models have a 3-4 week lead time, custom voltages or special configurations can extend this. This is why we finalize the complete equipment list with you at the project's outset, allowing us to order everything in parallel to ensure it all arrives at your facility at the same time as the main machine. A failure in a $5,000 chiller can bring a $500,000 production line to a grinding halt.
Why Do Heating Heads and Mechanical Grippers Have to Match Bottle Specs?
Within the intricate mechanics of a blow molding machine, some of the most underappreciated yet critical components are the heating heads and mechanical grippers. You might assume these are standard, interchangeable parts, but they are in fact custom-engineered components, precisely tailored to your specific bottle preform. Their design directly impacts heating efficiency, bottle quality, and the machine's overall reliability.
Heating heads and mechanical grippers are not commodity items; they are precision-machined parts that form the direct interface with your preform. The configuration of the heating lamps depends entirely on the preform's dimensions, weight, and color, while the grippers are machined to the exact geometry of your bottle's neck finish for flawless handling at high speeds.

The Science Behind the Customization
- Heating Head (Lamp) Configuration: The goal of the heating oven is to achieve a perfect temperature profile in the preform—hot in the body, cooler in the base, and cold in the neck. This is achieved by adjusting the number, power, and physical location of the infrared heating lamps.
- Preform Color: A clear preform heats differently than an amber or opaque white preform. Darker colors absorb infrared energy faster, requiring lower lamp power or greater distance.
- Preform Thickness: A thicker preform wall requires more energy to penetrate and heat the material all the way through. The lamps might be positioned closer or be of a higher wattage.
- Bottle Shape: For a bottle that is square or rectangular, we need to apply more heat to the corner areas of the preform to ensure they stretch properly without becoming too thin. This is done by custom-positioning the lamps in different heating zones.
- Mechanical Grippers (Mandrels): These are the "hands" that pick up the preforms and carry them through the machine. The gripper, or mandrel, must fit the preform's neck finish with extreme precision. A loose fit will cause the preform to vibrate or sit crooked in the oven, leading to uneven heating. A fit that is too tight will cause wear on the neck finish. These components are typically CNC-machined from durable materials like Delrin or hardened steel to withstand millions of cycles without failure.
Planning for Flexibility
The good news is that the manufacturing of these custom components happens in parallel with the main machine assembly and does not typically extend the overall lead time. However, if you plan to produce multiple, different bottles on the same machine, planning for changeovers is critical. Each bottle format will require its own set of:
- Mechanical Grippers / Mandrels
- Spare Heating Lamps (configured for that preform)
- Stretch Rods (if the bottle height is different)
I always advise clients who need production flexibility to order these changeover parts along with the machine. Having them on hand can reduce a product changeover from a multi-day ordeal to just a few hours.
How Can We Shorten Delivery by Using Parallel Production and Pre-Assembly?
In a world where time-to-market is a competitive weapon, waiting for equipment can be frustrating. While the laws of physics and manufacturing dictate a certain baseline timeline, a proactive and strategic partnership between you and your machine supplier can significantly shorten the journey from purchase order to production.
We actively work to shorten the overall project timeline by implementing a robust parallel production strategy and emphasizing comprehensive pre-assembly and testing. This isn't about rushing; it's about intelligent workflow management. By manufacturing the main machine, the blow bottle mold, and other custom components simultaneously, we can often trim 1-2 critical weeks from the final delivery schedule.
A Partnership in Project Management
Shortening the timeline is a two-way street. Here's how a collaborative approach makes a difference:
Our Responsibilities (The Supplier):
- Parallel Workflow: The moment you sign off on the bottle design, multiple work orders are triggered in our system. The machine frame starts fabrication, the steel or aluminum block for your mold is sent to the CNC department, and the custom grippers and heating elements are designed and ordered. This avoids the traditional, linear "wait-for-the-previous-step" model.
- Modular Design: Our machines are built on a modular platform. We use pre-engineered and pre-tested modules for the base, clamping unit, and controls. This allows us to move directly to the final assembly and customization phase, which is much faster than building every machine from scratch.
- Factory Acceptance Test (FAT): This is a critical step. Before the machine ever leaves our factory, we invite you to come and see it run. We install your mold, use your preforms, and run the machine at production speed. This allows us to identify and fix any issues here, in our facility, where we have all the tools and personnel. A thorough FAT makes the final installation at your site much smoother and faster.
Your Responsibilities (The Client):
- Prompt Approvals: The fastest way to keep a project on track is with quick, decisive approvals. This includes signing off on the final machine layout, the bottle samples from the mold test, and any other technical queries.
- Site Preparation: The machine's arrival should not be the start of your site prep. Weeks in advance, you should ensure the concrete floor is cured, and the required utilities (high-voltage electricity, compressed air lines, water pipes) are run to the machine's location. We provide detailed layout drawings and utility requirement lists to make this easy.
- Dedicated Point of Contact: Assigning a single project manager on your end who can answer questions and make decisions quickly prevents communication bottlenecks and keeps the project moving forward.
By working together, we can transform the delivery process from a passive waiting period into an active, collaborative project with a shared goal: getting you into production as quickly and efficiently as possible.
What is a Project Timeline Summary for Semi vs Fully Automatic Lead Times?
To bring all of these elements together, it's helpful to visualize the entire project timeline from a high level. Understanding the sequence of events and the time allocated to each phase allows for better planning of your own resources, from facility preparation to personnel training.
The journey from purchase order to the first saleable bottle is a multi-stage process. A semi-automatic project is a sprint, typically completed in 3-4 weeks for the machine itself. A fully automatic project is a marathon, with the machine delivery taking 4-8 weeks, followed by a more intensive installation and commissioning phase.

This comprehensive view demonstrates that the machine's manufacturing time is just one piece of a larger project puzzle. Proactive planning and risk management are key to a smooth and predictable launch.
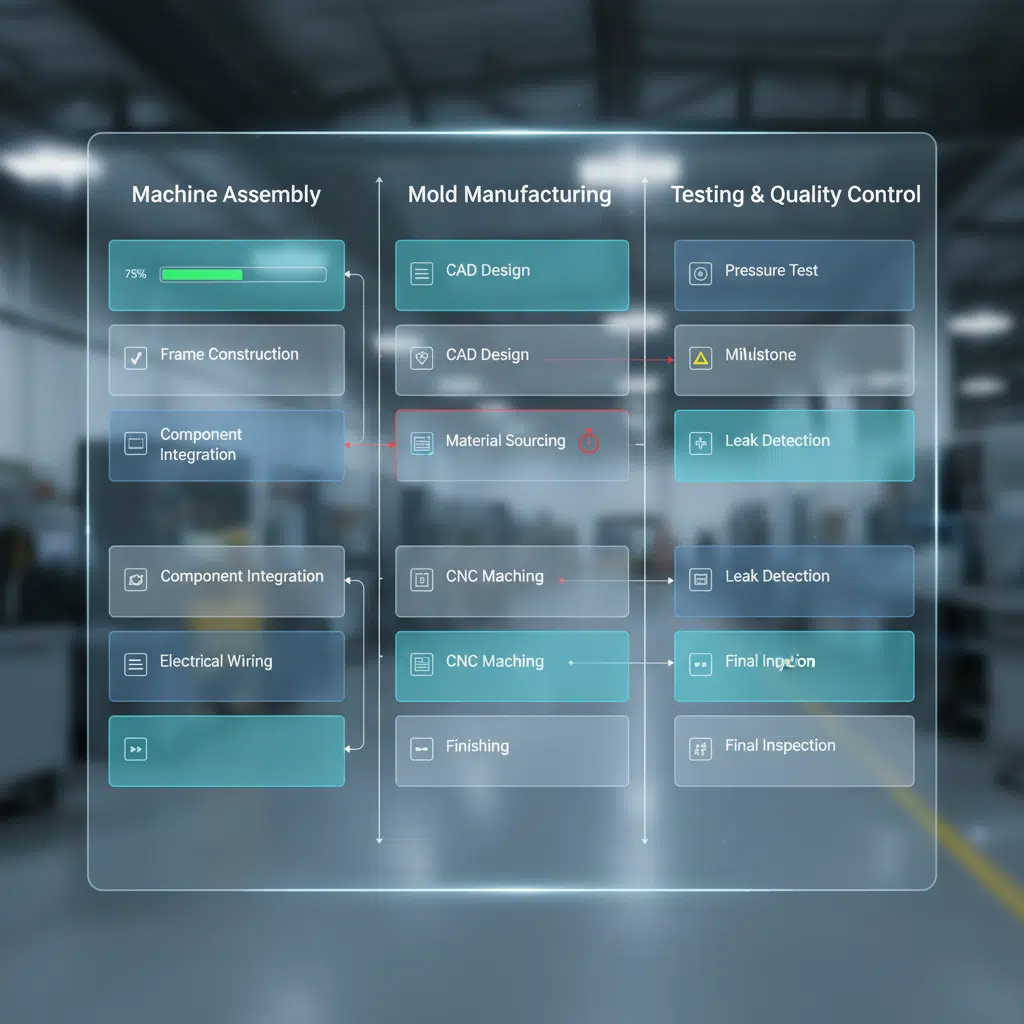
Summary Table 1: Project Phase Timeline (Fully Automatic System)
| Phase | Phase Name | Typical Duration |
|---|---|---|
| 1 | Design & Approval | 1–2 Weeks |
| 2 | Parallel Manufacturing | 4–8 Weeks |
| 3 | Factory Acceptance Test (FAT) | 2–3 Days |
| 4 | Shipping & Logistics | 1–5 Weeks |
| 5 | Installation & Commissioning | 1–2 Weeks |
| 6 | Site Acceptance Test (SAT) & Training | 1 Week |
Detailed Phase Explanations
- 1. Design & Approval: This initial phase involves finalizing the bottle design, creating the machine layout drawings for your facility, finalizing the technical quotation, and signing the contract.
- 2. Parallel Manufacturing: This is the core production period where our teams simultaneously build the main machine frame, CNC machine your bottle mold(s), and manufacture other custom components like grippers.
- 3. Factory Acceptance Test (FAT): We invite you to our facility to see your completed machine run with your actual molds and preforms. This is the final quality check and approval before we prepare the machine for shipment.
- 4. Shipping & Logistics: The machine is professionally packed, crated, and transported to your facility. The duration can vary significantly depending on whether it's transported by truck, sea, or air.
- 5. Installation & Commissioning: Our certified technicians arrive at your site to uncrate, position, level, and connect all utilities to the machine. They then perform the initial start-up procedures.
- 6. Site Acceptance Test (SAT) & Training: This is the final handover. We fine-tune the machine in your production environment and provide comprehensive training to your operators and maintenance staff on how to run and care for the equipment.
Summary Table 2: Common Risk Factors
| Risk | Area of Impact | Potential Delay |
|---|---|---|
| Design Change | Mold & Timeline | 2–4 Weeks+ |
| Int'l Shipping | Logistics | 1–3 Weeks |
| Customs | Logistics | 1–2 Weeks |
| Site Preparation | Installation | 1–3 Weeks+ |
| Resource Availability | Training & Handover | 1 Week |
Detailed Risk Mitigation Strategies
- Design Change Mid-Project: The most severe risk. The best mitigation is to freeze your bottle design before the project kickoff. Any change after the mold manufacturing has started will almost certainly cause major delays and significant extra costs.
- International Shipping: To mitigate delays, it's crucial to book freight with an experienced logistics partner well in advance. Sea freight is cost-effective but slow, while air freight is very fast but exceptionally expensive.
- Customs Clearance: The key here is perfect paperwork. We work with you to ensure all commercial invoices, packing lists, and certificates of origin are accurate to prevent the shipment from getting held up at the port.
- Site Not Ready: Weeks before the machine is due to arrive, use our detailed layout drawings to have your contractors prepare the factory floor and run all necessary utilities (power, compressed air, chilled water) to the exact drop points.
- Resource Unavailability: When we schedule the final week for SAT and training, ensure that your key operators and maintenance personnel are scheduled to be fully available, without other duties, to maximize the value of the hands-on training.
Conclusion
The journey to acquiring a PET blow molding machine is a detailed and collaborative process, far more involved than a simple purchase. It is a strategic project where understanding the timeline for both semi-automatic and fully automatic systems is paramount. A clear, realistic plan, built in partnership with your supplier, is the ultimate foundation for avoiding costly delays, ensuring a smooth launch, and achieving long-term production success and profitability.
Frequently Asked Questions (FAQs)
1. Q: Can I use my old bottle molds on a new machine?
A: Possibly, but it requires careful verification. If the new machine has the exact same specifications—platen size, clamp stroke, ejector patterns, and mold thickness range—it might be compatible. However, I always insist on a full technical review of your old mold's drawings to confirm 100% compatibility before you make a decision. It's the safest way to avoid damaging the mold or the new machine.
2. Q: Why does a hot-fill bottle mold take longer to make?
A: Hot-fill molds are significantly more complex. They are built from high-grade stainless steel (like S136) to handle extreme temperatures without corrosion or warping. They also require a network of channels for circulating hot oil or pressurized water to keep the mold surface at a precise temperature (e.g., 120°C). This added complexity in material and machining extends the manufacturing time.
3. Q: What is the single biggest cause of delays in receiving a blow molding machine?
A: In my 16 years of experience, the undisputed number one cause of major delays is a customer changing their bottle design after the blow bottle mold manufacturing has started. This often forces the mold maker to scrap a multi-thousand-dollar block of partially machined metal and start over, leading to significant delays and costs.
4. Q: What is the difference between a Factory Acceptance Test (FAT) and a Site Acceptance Test (SAT)?
A: The FAT happens at our factory before shipping. You see your machine run with your mold and preforms to verify it meets the contractual specifications. The SAT happens at your factory after installation. It's the final sign-off where you confirm the machine is running correctly in your environment, with your utilities and your personnel, officially concluding the project.
5. Q: How much does international shipping add to the timeline?
A: This varies greatly. Standard sea freight from Asia to Europe or North America can take 4-6 weeks. Air freight is much faster, often less than a week, but the cost can be 5-10 times higher and is typically only used for small, urgent components. We always provide a detailed shipping timeline as part of our project plan.
6. Q: Can your machines handle recycled PET (rPET)?
A: Absolutely. Modern PET blow molding machines are designed to handle rPET, but it requires some process adjustments. rPET can have a different melting point and viscosity, and it may require slightly more intensive drying before processing. We can configure the machine and develop a specific process "recipe" optimized for the percentage of rPET you plan to use.
7. Q: Does the quoted price include auxiliary equipment like compressors and chillers?
A: Typically, the bottle blowing machine is quoted separately from the auxiliaries. This is because some clients already have existing, sufficient plant infrastructure (like a large central compressor). We offer a full turnkey solution quote that includes all required auxiliaries, sized specifically for your project, to provide a complete, guaranteed system.
🔗 Learn More about Blow Molding Technology
To better understand the core components of a 6-cavity automatic blow molding machine, here are some useful resources:
Blow Molding – Wikipedia
A comprehensive overview of various blow molding processes, including extrusion, injection, and stretch blow molding.Injection Molding – Wikipedia
Important for understanding the production of preforms used in stretch blow molding.Stretch Blow Molding – Wikipedia
Explains how PET bottles are formed through axial and radial stretching processes.PET Bottle – Wikipedia
Background information on the materials and properties of typical PET bottles.Design of PET Bottles – Wikipedia
An introduction to the design considerations and geometry used in PET bottle manufacturing.
🔗 Related Pages on Our Website
Automatic Blow Molding Machines – iBottler
Discover our full range of customizable automatic PET bottle blow molding machines.Blow Bottle Mold – iBottler
Explore our precision blow molds designed for PET and PP bottles.Preform Mold – iBottler
Learn more about our high-precision preform molds suitable for various injection molding machines.
