Struggling with inconsistent bottle quality? Production slow-downs hitting your bottom line? The secret might be in your moulding process.
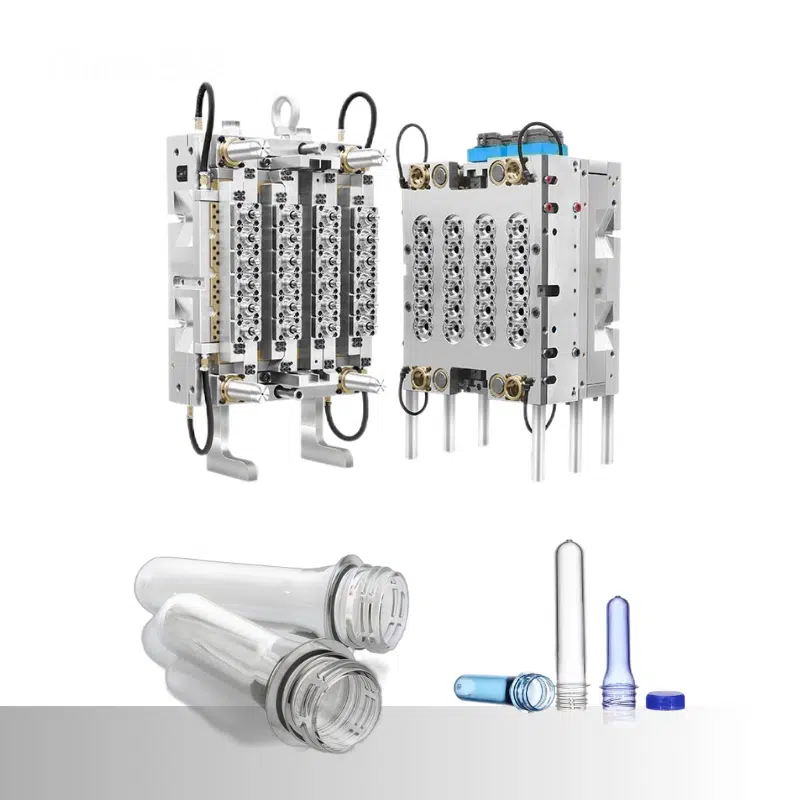
A PET preform mold is a specialized multi-cavity injection mold. It produces PET (Polyethylene Terephthalate) preforms, which are then blown into bottles. High-quality molds ensure precision, efficiency, and durable final products for various industries. I've seen firsthand how a good mold transforms production.
Understanding the intricacies of these molds is crucial for anyone in the packaging or manufacturing industry. It's not just about a piece of steel; it's about the gateway to consistently producing high-quality PET bottles. Let's delve deeper into what makes these molds so vital. I remember when I first started, I underestimated the complexity, and learning more truly changed my perspective on production efficiency.
Key Takeaways:
| Feature | Description |
|---|---|
| Definition | A multi-cavity injection mold used to produce PET preforms, the precursors to PET bottles. |
| Core Function | Shapes molten PET resin into precise preform shapes with threaded necks. |
| Key Components | Cavity, core, neck ring (lip cavity), hot runner system, cooling channels, ejection system. |
| Importance | Crucial for bottle quality, production speed, material efficiency, and overall manufacturing cost. |
| Types | Vary by cavitation (number of preforms per cycle) and hot runner technology (valve gate, thermal gate). |
| Quality Factors | Steel quality, design precision, cooling efficiency, concentricity, and surface finish. |
| Applications | Produces preforms for bottles used in beverages, food, cosmetics, pharmaceuticals, and chemical industries. |
| Internal Link Focus | Understanding the PET preform mold is key to optimizing bottle production. |
What is a PET Preform, and Why is it the Starting Point for Billions of Bottles?
Ever wonder how a simple plastic bottle starts its life? Confused about the first step in making those ubiquitous containers?
A PET preform is an intermediate product made from PET resin. It looks like a test tube with a molded, threaded neck. This piece is then heated and stretch-blow molded into the final bottle shape. I always find it amazing how this small piece transforms.

The PET preform is the unsung hero of the packaging world. Its design and quality dictate the characteristics of the final bottle, from its strength to its clarity. Let's explore what makes this initial form so critical in the journey to becoming a container for our everyday products. My journey into understanding manufacturing really began with appreciating the humble preform.
The Anatomy of a Preform: More Than Just Plastic?
A PET preform isn't just a random lump of plastic; it's an engineered component. Typically, it consists of:
- The Neck Finish: This is the threaded part at the top, which is fully formed in the preform stage and remains unchanged in the final bottle. It's crucial for cap compatibility and sealing. I’ve seen many issues arise from poorly designed neck finishes, leading to leaks and product spoilage.
- The Body: The cylindrical part below the neck. Its wall thickness and material distribution are vital for the stretch-blow molding process and the final bottle's performance.
- The Gate: A small mark, usually at the bottom center of the preform, indicating where the molten PET resin was injected into the mold cavity. The type of gate (e.g., pin gate, valve gate) can affect the preform's quality.
The dimensions of these parts—neck diameter, overall length, weight, and wall thickness—are meticulously designed based on the final bottle's intended volume, shape, and application. For instance, preforms for carbonated beverages need to be stronger to withstand internal pressure, which means they'll often be heavier or have specific design features compared to preforms for still water.
Material Matters: Why PET?
Polyethylene Terephthalate (PET) is the material of choice for preforms for several compelling reasons:
- Clarity: PET is naturally transparent, allowing consumers to see the product inside. This is a huge marketing advantage.
- Strength and Lightness: It offers an excellent strength-to-weight ratio, resulting in durable yet lightweight bottles that are cheaper to transport. I remember a client who switched to PET and saw significant savings in shipping costs.
- Recyclability: PET is one of the most recycled plastics globally, often labeled with the #1 resin identification code. This makes it a more environmentally conscious choice compared to some other plastics.
- Barrier Properties: PET provides a good barrier against oxygen and carbon dioxide, helping to preserve the freshness and shelf-life of beverages and food products. For some sensitive products, additives or multi-layer technologies can enhance these barrier properties further.
The quality of the PET resin used is paramount. It must have the right intrinsic viscosity (IV) for the specific application, and it needs to be dried thoroughly before processing to prevent hydrolytic degradation, which can reduce the material's strength and clarity. We once had a batch of preforms with a hazy appearance, and it all traced back to improperly dried resin – a simple but costly mistake.
From Resin to Preform: A Snapshot of the Injection Molding Process
Creating a PET preform involves precision injection molding:
- Drying: PET resin pellets are dried for several hours to remove moisture.
- Melting: The dried resin is fed into an injection molding machine, where it's heated and melted.
- Injection: The molten PET is injected under high pressure into the cavities of a PET preform mold.
- Cooling: The mold is cooled, allowing the PET to solidify into the preform shape. This is a critical step, as cooling time significantly impacts the cycle time and preform quality.
- Ejection: Once solidified, the mold opens, and the preforms are ejected, typically by robotic arms.
This process happens rapidly, with cycle times often in the range of seconds, depending on the preform size, wall thickness, and the number of cavities in the mold. The consistency of each preform in terms of weight, dimensions, and material distribution is vital for the subsequent blowing process.
How Does a PET Preform Mould Actually Work its Magic?
Curious about the mechanics behind creating those perfect preforms? Wondering how molten plastic takes such a precise shape, cycle after cycle?
A PET preform mould works by injecting molten PET resin under high pressure into precisely machined cavities. These cavities, along with cores and neck rings, define the preform's shape. Rapid cooling then solidifies the plastic before ejection. It’s like a high-tech waffle iron, but for plastics!
The operation of a PET preform mould is a symphony of precision engineering, high pressures, and controlled temperatures. It's where raw plastic resin begins its transformation into the familiar bottle shape. Let’s break down this fascinating process step-by-step. My first visit to a plant using these molds left me in awe of the speed and accuracy involved.
The Injection Molding Cycle: A Detailed Look
The creation of PET preforms is a cyclical process orchestrated by the injection molding machine and the PET preform mold itself. Here's a more detailed breakdown:
Mold Closing & Clamping:
- The two halves of the mold (fixed platen and moving platen) are brought together.
- A high clamping force is applied to keep the mold tightly shut against the immense pressure of the injected molten plastic. Insufficient clamping force can lead to "flash," where plastic seeps out of the parting line, creating defects. I’ve seen this happen, and it’s a messy affair that halts production.
Injection Phase:
- Resin Preparation: PET resin pellets, thoroughly dried to a specific moisture content (typically below 50 ppm), are fed into the barrel of the injection molding machine. Inside the barrel, a rotating screw melts the resin through friction and external heaters, homogenizing it.
- Shot Accumulation: As the screw rotates, it conveys molten plastic to its front, building up a "shot" of material – the precise amount needed to fill all mold cavities.
- Injection: The screw then acts like a plunger, rapidly pushing the accumulated molten PET through the machine's nozzle, into the mold's hot runner system, and finally through gates into each individual cavity. This happens under very high pressure (often 10,000 to 25,000 psi) and speed.
Holding & Packing Phase:
- Once the cavities are filled, a holding pressure is maintained for a short period. This "packing" phase ensures that as the plastic cools and shrinks, additional material is forced into the cavity to compensate, preventing sink marks and ensuring dimensional stability.
- The gate "freezes off" (solidifies) during this phase, isolating the cavity from the nozzle.
Cooling Phase:
- This is often the longest part of the cycle. Cooling channels within the mold circulate a coolant (usually water) to extract heat from the molten plastic, causing it to solidify into the shape of the preform.
- Efficient and uniform cooling is critical for dimensional stability, clarity, and minimizing cycle time. Uneven cooling can lead to warpage or internal stresses in the preform. I remember optimizing cooling circuits on a problematic mold once, and the cycle time improvement was remarkable.
Mold Opening & Ejection:
- Once the preforms have cooled sufficiently and are solid, the clamping force is released, and the moving platen retracts, opening the mold.
- An ejection system (often involving ejector pins or a stripper plate) pushes the finished preforms out of the cavities and off the cores.
- Robotic arms or conveyors typically collect the ejected preforms for the next stage (often quality inspection or direct transfer to the blow molding machine).
Cycle Restart:
- As the mold opens and ejects the preforms, the screw in the injection molding machine simultaneously begins to plasticize and accumulate the next shot of PET resin, preparing for the next cycle.
The Role of the Hot Runner System
Most modern PET preform moulds utilize a hot runner system. This system consists of heated channels that extend from the machine nozzle to the individual cavity gates.
- Function: It keeps the PET resin molten all the way to the cavity, eliminating the need for traditional "cold runners" (solidified plastic in channels that would need to be ejected and reground).
- Advantages:
- Reduced Material Waste: No cold runners mean less scrap.
- Faster Cycle Times: Eliminates the need to cool and eject runners.
- Improved Part Quality: More consistent melt temperature and pressure control at each gate.
- Design Flexibility: Allows for more strategic gate locations.
There are mainly two types of hot runner gates used in PET preform moulds:
- Thermal Gates: Rely on a small, heated nozzle tip that "freezes" off when injection stops. Simpler, but can sometimes leave a slightly longer gate vestige.
- Valve Gates: Use a mechanically actuated pin within each nozzle to open and close the gate. This provides a cleaner gate mark, better process control, and is often preferred for high-cavitation molds and critical applications. I've found valve gates to be superior for achieving the best cosmetic finish on preforms.
The precision and reliability of the hot runner system are paramount for the overall efficiency and quality output of the PET preform mold.
What are the Key Components of a PET Preform Mould?
Ever looked at a complex machine and wondered what all the parts do? Confused by terms like 'cavity,' 'core,' and 'hot runner'?
The key components of a PET preform mould include the cavity (forms outer shape), core (forms inner shape), neck rings (forms thread), hot runner system (delivers plastic), cooling channels (solidifies plastic), and ejection system (removes preforms). Each part is vital.

A PET preform mould is a marvel of precision engineering, with each component playing a critical role in producing high-quality preforms. Understanding these parts helps appreciate the complexity and the investment involved. When I first learned about mold design, it felt like dissecting a Swiss watch.
Core and Cavity: The Heart of Shaping
The core and cavity are the primary shaping elements of the mold. Think of them as the two halves of a very precise jelly mould.
Cavity:
- Function: This is the female part of the mold, machined into a mold plate. It forms the outer surface of the PET preform.
- Material: Typically made from high-quality, hardened stainless steel (like S136 or similar grades) for corrosion resistance (due to PET off-gassing and humidity) and wear resistance.
- Surface Finish: The internal surface of the cavity is polished to a mirror finish. This is crucial for achieving a clear, defect-free surface on the preform and ensuring easy ejection. I've seen how even minor scratches in the cavity can transfer to every preform made.
- Number: A mold can have multiple cavities, from 1 to over 144, depending on the production volume required. Molds are often described by their cavitation, e.g., a "48-cavity mold."
Core:
- Function: This is the male part of the mold that projects into the cavity. It forms the inner surface of the PET preform. The space between the core and the cavity wall determines the preform's wall thickness.
- Material: Also made from hardened, high-quality steel, often similar to or compatible with the cavity material.
- Concentricity: Precise alignment (concentricity) between the core and cavity is critical. Any misalignment will result in uneven wall thickness in the preform, which can cause major problems during the stretch-blow molding process, leading to weak spots or blow-outs in the final bottle. This is one of the biggest challenges in mold manufacturing.
- Venting: Cores often incorporate tiny vents to allow trapped air to escape as the molten plastic fills the cavity, preventing air bubbles or short shots.
Neck Rings (Lip Cavities/Splits): Defining the Finish
The neck rings, also known as lip cavities or thread splits, are specialized inserts that form the threaded neck finish of the preform.
- Function: They create the precise thread profile, a tamper-evident band (if required), and the sealing surface of the preform's neck. This part of the preform is fully formed and does not change during the subsequent blow molding process.
- Design: Neck rings are usually made in two halves (splits) that close around the top of the core pin. This allows for the molding of complex external thread details and their subsequent release when the mold opens.
- Material: Hardened steel is used for durability due to the repeated opening and closing action.
- Precision: The accuracy of the neck rings is paramount for ensuring compatibility with caps and achieving a proper seal on the final bottle. I recall a project where slight inaccuracies in the neck rings led to thousands of leaky bottles before the issue was traced back to the mold.
Hot Runner System: The Delivery Network
As discussed earlier, the hot runner system is a critical component in modern PET preform moulds.
Components:
- Manifold: A heated block of steel with channels machined inside to distribute the molten PET from the injection molding machine's nozzle to individual hot runner nozzles.
- Nozzles: Positioned at each cavity, these deliver the molten PET directly into the gate area of the preform. Each nozzle has its own heater and thermocouple for precise temperature control.
- Gate: The opening at the tip of the nozzle where the plastic enters the cavity. Common types include thermal gates and valve gates. Valve gates, with their actuated pins, offer superior control and cleaner gate vestiges.
Importance: Ensures uniform melt temperature, reduces material waste, and allows for faster cycle times. A well-designed hot runner system is essential for consistent preform quality across all cavities.
Cooling System: The Efficiency Driver
The cooling system is integral to the mold's performance and the quality of the preforms.
- Function: Circulates a cooling medium (typically temperature-controlled water) through channels machined into the mold plates, cores, and cavities. This extracts heat from the molten plastic, allowing it to solidify rapidly and uniformly.
- Design: The layout of cooling channels is carefully designed to ensure even temperature distribution and efficient heat removal. Proximity to the molding surfaces is key. "Post-mold cooling" can also be employed, where preforms are further cooled by robots on cooling tubes after ejection to reduce in-mold cooling time.
- Impact: A highly efficient cooling system directly reduces cycle time (increasing productivity) and improves preform properties like crystallinity and dimensional stability. Poor cooling can lead to warpage, sink marks, or overly long cycles. I've seen significant cycle time reductions (15-20%) just by optimizing cooling channel designs.
Ejection System: The Release Mechanism
The ejection system is responsible for removing the solidified preforms from the mold after each cycle.
- Components & Types:
- Ejector Pins: Small pins that push against the preform (often at the gate area or specific points) to release it from the core.
- Stripper Plate/Ring: A plate or ring that moves forward to push the preforms off the cores. This is very common in preform molds as it provides even force across the entire preform base or neck area, reducing the risk of damage.
- Air Ejection: Sometimes, compressed air is used to assist in ejecting preforms, especially for delicate or small preforms.
- Actuation: The ejection system is typically actuated by the injection molding machine's hydraulic or electric system.
- Smoothness: The ejection must be smooth and even to prevent deforming or damaging the still-warm preforms. The surface finish of cores and cavities also plays a role in easy ejection.
These key components, along with the mold base (which holds everything together) and various alignment and guiding elements, work in concert. The quality of their design, material selection, and precision manufacturing directly dictates the performance of the PET preform mold and the quality of the millions of preforms it will produce over its lifespan.
What are the Different Types of PET Preform Moulds Available?
Feeling overwhelmed by mould options? Not sure which type suits your production needs: high cavitation, low cavitation, valve gate, or thermal gate?
PET preform moulds primarily differ by cavitation (number of preforms per cycle) and hot runner type (valve gate for precision, thermal gate for simplicity). The choice depends on volume, budget, and quality needs. I always advise clients to match the mold to their specific production goals.

Choosing the right type of PET preform mould is a critical decision that impacts production efficiency, preform quality, and overall cost. The variations might seem subtle, but they can make a significant difference. Let's explore the main classifications. My experience has shown that a one-size-fits-all approach rarely works with these tools.
Classification by Cavitation
Cavitation refers to the number of preforms a single mold can produce in one injection cycle. This is perhaps the most straightforward way molds are categorized:
Low Cavitation Moulds (e.g., 1 to 8 cavities):
- Use Cases: Suitable for small-scale production, pilot runs, R&D, or specialized preforms with limited demand.
- Advantages: Lower initial investment in the mold, simpler to operate and maintain, faster to manufacture.
- Disadvantages: Lower output per cycle, higher per-unit cost of preforms if used for mass production.
- Personal Insight: I often recommend low cavitation molds for startups or companies testing new bottle designs before committing to large-scale production. It’s a great way to manage risk.
Medium Cavitation Moulds (e.g., 16 to 48 cavities):
- Use Cases: Common for medium-volume production lines. Offers a balance between output and investment.
- Advantages: Good production efficiency, moderate investment.
- Disadvantages: Requires a correspondingly sized injection molding machine.
High Cavitation Moulds (e.g., 48 to 144+ cavities):
- Use Cases: Designed for very high-volume, continuous production, typically seen in large beverage or water bottling plants.
- Advantages: Lowest per-unit preform cost due to high output, maximizes production efficiency.
- Disadvantages: Highest initial investment, requires large-tonnage injection molding machines, more complex to design, manufacture, and maintain. Balancing all cavities for consistent preform weight and quality is a significant engineering challenge. I’ve worked on 96-cavity molds where even a tiny variation in one cavity could affect the entire batch.
The choice of cavitation depends directly on the required production volume, the available injection molding machine (clamping force and shot size), and the budget.
Classification by Hot Runner System Type
The hot runner system is integral, and its design leads to another key classification:
Valve Gate Hot Runner Moulds:
- Mechanism: Each nozzle in the hot runner system has a pneumatically or hydraulically actuated pin (valve) that physically opens and closes the gate into the cavity.
- Advantages:
- Superior Gate Quality: Produces a very clean, small, and consistent gate mark (vestige) on the preform. This is crucial for appearance and for avoiding issues in the blow molding process.
- Precise Control: Allows for independent control of melt flow into each cavity, improving process stability and preform consistency, especially in high-cavitation molds.
- Wider Processing Window: More tolerant to variations in material or processing conditions.
- Suitable for Engineering Resins: Can handle a wider range of materials.
- Disadvantages: More complex design, higher initial cost, higher maintenance cost for valve pins and actuators.
- Personal Insight: For high-quality applications like clear carbonated soft drink bottles or cosmetic packaging, valve gate systems are almost always the preferred choice. The gate quality alone often justifies the cost.
Thermal Gate (Open Gate/Hot Tip) Hot Runner Moulds:
- Mechanism: Relies on the temperature of the nozzle tip to control the freezing and opening of the gate. The plastic in the small gate area solidifies between shots and is remelted by the incoming hot plastic in the next shot.
- Advantages:
- Simpler design, fewer moving parts.
- Lower initial cost compared to valve gate systems.
- Lower maintenance requirements.
- Disadvantages:
- Can leave a longer or more prominent gate vestige (stringing or drooling can be an issue if not perfectly tuned).
- Less precise control over melt flow compared to valve gates.
- Smaller processing window; more sensitive to temperature variations.
- Personal Insight: Thermal gate molds can be very effective for certain applications, especially where gate cosmetics are less critical or for lower cavitation molds. However, achieving consistent results requires careful tuning.
Other Design Variations
While cavitation and hot runner type are primary, other variations exist:
Stack Moulds:
- These molds have two or more parting lines, effectively stacking molding levels one above the other. This allows for doubling (or more) the number of cavities within the same machine platen area and clamping force.
- Advantage: Significantly increases output from a given machine size.
- Disadvantage: Extremely complex, very expensive, and require specialized machines and expertise. Less common for PET preforms but used in other high-volume molding.
Moulds with Interchangeable Components:
- Some molds are designed with interchangeable cores or neck splits to produce preforms of different weights or neck finishes using the same mold base.
- Advantage: Offers flexibility and reduces the need for entirely separate molds if minor variations are needed.
- Disadvantage: Changeover time can be significant, and the initial design is more complex.
The selection of a PET preform mould type involves a careful analysis of production requirements, quality standards, budget constraints, and available infrastructure. It’s an investment that will impact a company's production capabilities for many years.
What are the Critical Quality Considerations for PET Preform Moulds?
Worried about preform defects affecting your final product? Unsure what makes a "good" PET preform mould truly stand out from an average one?
Critical quality considerations for PET preform moulds include steel quality, precision machining of components (core, cavity, neck rings), efficient cooling system design, balanced hot runner system, and tight tolerances for concentricity and weight consistency. I've learned that skimping here always costs more in the long run.
The quality of a PET preform mold is not just a feature; it's the bedrock of efficient, high-volume PET bottle production. A top-tier mold translates to better preforms, fewer rejects, longer operational life, and ultimately, lower production costs. Investing in quality upfront is paramount. Let’s examine the factors that define a superior mold. My hardest lessons in manufacturing have come from underestimating the impact of mold quality.
Material Selection and Treatment: The Foundation of Durability
The choice of steel for mold components is fundamental.
- Core, Cavity, and Neck Rings: These parts require high-grade stainless steel with specific properties:
- Corrosion Resistance: PET processing can release acetaldehyde and other byproducts that, combined with moisture, can be corrosive. Steels like S136 (or DIN 1.2083, 1.2316) are common choices due to their excellent corrosion resistance.
- Hardness and Wear Resistance: These components endure millions of cycles under high pressure and temperature. Proper hardness (typically 48-52 HRC after heat treatment) is essential to resist wear, dents, and deformation, ensuring a long mold life and consistent part quality. I’ve seen molds made from inferior steel fail prematurely, leading to costly replacements.
- Polishability: The steel must be capable of achieving a mirror-like polish (SPI A1 or A2 finish) for high preform clarity and easy ejection.
- Dimensional Stability: The steel should maintain its dimensions through heat treatment and during operation.
- Mold Base: Often made from pre-hardened P20 steel or similar, providing good toughness and machinability for the structural components of the mold.
- Heat Treatment: Precise and controlled heat treatment (hardening and tempering) is crucial to achieve the desired mechanical properties of the steel. Incorrect heat treatment can lead to brittleness, soft spots, or warping.
Design and Manufacturing Precision: Where Tolerances Matter Immensely
A PET preform mould is a high-precision instrument.
- Dimensional Accuracy: All components must be machined to extremely tight tolerances (often in the micron range). This ensures proper fit, alignment, and interchangeability of spare parts.
- Concentricity: As mentioned before, the alignment between the core and cavity is critical for uniform preform wall thickness. Poor concentricity leads to uneven stretching during blow molding, resulting in weak spots or blow-outs in the bottle. Advanced mold makers use specialized machining techniques and rigorous quality checks to ensure optimal concentricity.
- Surface Finish: The polishing of cores, cavities, and neck areas must be impeccable. Any imperfections will be replicated on every preform. This is a highly skilled, often manual process.
- Venting: Adequate venting must be designed into the mold to allow air trapped in the cavities to escape as molten plastic is injected. Insufficient venting can cause burns, short shots (incomplete filling), or trapped air bubbles in the preform.
- Interchangeability of Components: In high-quality molds, critical spare parts like cores, cavities, and neck rings are manufactured with such precision that they are fully interchangeable without requiring manual adjustments. This significantly reduces downtime during maintenance. I remember a client who saved days of production per year simply because their new mold had truly interchangeable components.
Cooling System Efficiency: The Key to Cycle Time and Quality
The cooling system design is arguably one of the most critical aspects for performance.
- Optimized Channel Layout: Cooling channels must be strategically placed as close as possible to the molding surfaces (cores and cavities) and designed for turbulent flow to maximize heat transfer. Computational Fluid Dynamics (CFD) analysis is often used to optimize cooling layouts.
- Uniformity: The cooling must be uniform across all cavities and within each cavity to prevent warpage, inconsistent shrinkage, and variations in crystallinity.
- Separate Cooling Circuits: Often, different parts of the mold (e.g., cores, cavities, neck rings) will have separate cooling circuits with independent temperature control for finer process tuning.
- Material of Cooling Inserts: Sometimes, materials with high thermal conductivity like beryllium copper are used as inserts in critical areas to enhance cooling.
Hot Runner System Performance: Ensuring Consistency
A well-designed and manufactured hot runner system contributes significantly to mold quality.
- Thermal Balance: The system must deliver melt at a consistent temperature to every cavity. Any imbalance can lead to variations in preform weight and dimensions.
- Melt Channel Design: Channels should be designed to minimize pressure drop and avoid dead spots where plastic could degrade.
- Nozzle and Gate Quality: High-quality nozzles and gates (especially valve gates) ensure clean injection, prevent drooling or stringing, and contribute to a consistent process.
- Durability of Heaters and Thermocouples: Reliable heating elements and thermocouples are essential for maintaining precise temperature control over long production runs.
Mold Longevity and Maintenance
A quality mold is also designed for durability and ease of maintenance.
- Robust Construction: The mold base and guiding elements must be robust enough to withstand the rigors of continuous operation.
- Ease of Access: Components that require regular maintenance (e.g., valve pins, heaters, thermocouples) should be easily accessible.
- Wear-Resistant Coatings: Sometimes, special PVD coatings are applied to cores or neck rings to further enhance wear resistance and reduce friction.
Investing in a PET preform mold with these quality attributes ensures not only the production of high-standard preforms but also a lower total cost of ownership over the mold's lifespan due to reduced downtime, fewer rejects, and consistent performance.
What are the Common Applications of PET Preforms?
Ever notice how many products come in clear plastic bottles? From your soda to your salad dressing, PET preforms are the starting point.
PET preforms are used to create bottles for a vast array of products: beverages (water, juice, soda), food items (oils, sauces, dressings), cosmetics, personal care products (shampoos, lotions), pharmaceuticals, and household chemicals. Their versatility is truly impressive.

The versatility of PET preforms means they are the foundation for packaging across a multitude of industries. Once you start looking, you'll see PET bottles everywhere, and each one began as a preform shaped by a dedicated mold. My kitchen and bathroom are full of them, and it always reminds me of the journey from resin to shelf.
The Beverage Industry: The Dominant Consumer
This is by far the largest application area for PET preforms.
- Bottled Water: Still and sparkling water are overwhelmingly packaged in PET bottles due to their clarity, light weight, and shatter resistance. Preforms for water bottles are often designed to be as lightweight as possible while maintaining structural integrity.
- Carbonated Soft Drinks (CSDs): PET bottles for CSDs require preforms that can create bottles capable of withstanding internal carbonation pressure. This often means specific base designs (e.g., petaloid base) and slightly heavier preforms. Barrier coatings or multi-layer preforms can be used for CSDs to improve CO2 retention and extend shelf life. I remember the shift from glass to PET for large CSD bottles; it revolutionized convenience.
- Juices and Teas: PET is popular for juices, iced teas, and other non-carbonated beverages. Hot-fill applications, where the product is filled at high temperatures, require specialized preforms and bottle designs that can withstand thermal stress without deforming. These preforms often result in bottles with reinforcing ribs.
- Sports Drinks and Energy Drinks: Similar to CSDs and juices, these leverage PET's clarity and design flexibility.
- Alcoholic Beverages: While glass is traditional, PET is making inroads in beer (especially for events), wine (single-serve), and spirits, primarily due to its unbreakability and lighter weight.
Food Packaging: Versatility and Safety
PET preforms are also widely used for food containers.
- Edible Oils: Large PET bottles are standard for cooking oils, offering clarity and shatterproof convenience.
- Sauces, Dressings, and Condiments: Ketchup, mayonnaise, salad dressings, and marinades are frequently packaged in PET bottles, often with custom shapes.
- Spices and Dry Foods: Clear PET jars made from wide-mouth preforms are used for spices, nuts, confectionery, and other dry goods. I appreciate being able to see the contents clearly.
- Peanut Butter and Spreads: Wide-mouth PET jars are a common choice.
Cosmetics and Personal Care: Aesthetics and Functionality
The cosmetic and personal care industry values PET for its aesthetic appeal and compatibility with various formulations.
- Shampoos, Conditioners, and Body Washes: PET bottles offer good chemical resistance and can be easily molded into attractive shapes.
- Lotions and Creams: Squeezable PET bottles or jars are common.
- Mouthwash and Liquid Soaps: Clarity and shatter resistance are key benefits.
- Cosmetic Containers: Smaller, intricate PET bottles and jars for various beauty products. The design possibilities with PET are a big draw for this market. My wife has some beautifully designed PET cosmetic bottles that look almost like glass.
Pharmaceutical and Healthcare: Purity and Precision
In the pharmaceutical sector, PET is chosen for its cleanliness, barrier properties, and ability to be sterilized.
- Liquid Medicines and Syrups: PET bottles provide a safe and shatterproof alternative to glass.
- Pill and Tablet Bottles: While other plastics are also used, PET offers good clarity.
- Sanitizers and Disinfectants: Especially during health crises, PET bottle production for sanitizers ramped up significantly.
- Nutraceuticals and Vitamins: Similar to pill bottles, PET is a common choice.
Household and Chemical Products: Durability and Resistance
PET is also used for various household and industrial chemical products, though compatibility needs careful consideration.
- Cleaning Products: Sprays, detergents, and polishes can be packaged in PET, provided the formulation is compatible.
- Automotive Products: Some windscreen washes or polishes might use PET.
- Gardening Products: Liquid fertilizers or pesticides (again, compatibility is key).
The wide range of neck finishes, weights, shapes, and color options (including clear, amber, green, blue, and opaque colors using additives) make PET preforms, and the subsequent bottles, an incredibly adaptable packaging solution. The specific preform design will always be tailored to the end-use application, considering factors like volume, product sensitivity, desired shelf life, and branding requirements.
Conclusion
Understanding PET preform moulds, from their basic function to quality nuances, is key for efficient bottling. These tools are vital for diverse packaging needs.
FAQs
What is the typical lifespan of a PET preform mould?
A high-quality PET preform mould, with proper maintenance, can typically last for many millions of cycles. For example, a well-made mold might be guaranteed for 5 to 10 million cycles, but with excellent care, some can exceed 15 million or even more. The lifespan depends on the quality of steel, operating conditions, maintenance practices, and the complexity of the preform. Regular preventative maintenance, including cleaning, lubrication, and timely replacement of wear parts (like neck rings, core tips, or valve gate pins), is crucial. I've seen molds retired early due to poor maintenance, and others that seem to run forever because they are well looked after.
How does the number of cavities affect the PET preform mould and production?
The number of cavities directly impacts:
- Production Output: More cavities mean more preforms produced per cycle, leading to higher overall output.
- Mould Cost: Higher cavitation molds are significantly more expensive due to increased complexity, material, and machining time.
- Machine Size: Higher cavitation molds require larger tonnage injection molding machines with greater clamping force and plasticizing capacity.
- Cycle Time: While the theoretical cycle time for a single preform might be similar, achieving uniform filling, cooling, and ejection across many cavities can sometimes slightly extend the overall machine cycle time for very high cavitation molds.
- Complexity & Maintenance: More cavities mean more components to maintain and a higher chance of issues if one cavity underperforms. Balancing all cavities for consistent preform weight and quality is also more challenging.
For a small startup, a 4 or 8-cavity mold might be perfect, while a global beverage company might run 96 or 144-cavity molds around the clock.
Can you use different PET resin colors in the same mould?
Yes, you can use different PET resin colors in the same PET preform mould. However, changing colors requires a thorough cleaning of the injection molding machine's barrel, screw, and the mold's hot runner system to prevent color contamination from the previous run. This color changeover process can take several hours and may result in some scrap material during the transition until the new color runs pure. Some companies dedicate specific molds or machines to particular colors if they run large volumes to minimize downtime associated with color changes. I once managed a line where we switched from clear to blue, and the initial transition preforms had a rather interesting, unintended gradient effect!
What are common defects in PET preforms and how are they related to the mould?
Common preform defects and their potential mold-related causes include:
- Flash: Excess material on the preform, often at the parting line. Caused by worn parting line surfaces in the mold, insufficient clamp force, or overly high injection pressure/speed.
- Short Shot: Incomplete filling of the cavity. Caused by blocked gates, insufficient material injected, trapped air (poor venting in the mold), or low melt temperature.
- Sink Marks: Depressions on the surface. Caused by insufficient packing pressure or time, or non-uniform cooling in the mold.
- Warpage: Distortion of the preform shape. Caused by uneven cooling within the mold or premature ejection.
- Black Specks: Burned material embedded in the preform. Caused by degraded material in the hot runner or machine barrel, or poor venting leading to diesel effect.
- Bubbles/Voids: Trapped air or gas. Caused by moisture in the resin (improper drying), or air trapped due to poor venting in the mold.
- Scratches/Drag Marks: Marks on the preform surface. Caused by damaged or rough surfaces in the cavity, core, or neck rings, or issues with the ejection system.
- Uneven Wall Thickness: Inconsistent thickness around the preform. Primarily due to core-cavity misalignment (poor concentricity) in the mold. This is a big one I've seen cause many downstream problems.
Many of these issues highlight the importance of a well-designed, precisely manufactured, and properly maintained PET preform mold.
How critical is the cooling system in a PET preform mould?
Extremely critical. The cooling phase often accounts for the largest portion of the injection molding cycle time (typically 50-70%). An efficient and well-designed cooling system in the PET preform mould offers several benefits:
- Reduced Cycle Time: Faster cooling means preforms solidify quicker, allowing for shorter cycle times and thus higher productivity.
- Improved Preform Quality: Uniform cooling helps ensure consistent shrinkage, dimensional stability, and desired crystallinity, preventing defects like warpage.
- Consistency Across Cavities: Ensures all preforms from a multi-cavity mold have similar properties.
Poor or uneven cooling can lead to longer cycle times, increased defect rates, and inconsistent preform quality, which negatively impacts the subsequent blow molding process and the final bottle quality. I always emphasize that investing in superior cooling design in a mold pays for itself rapidly through increased output and better quality.
📖 Learn More About PET Preform MoldsInjection Molding Technology
To dive deeper into the structure, function, and production process of PET preform molds, check out these helpful resources:
Injection Moulding – Wikipedia
Comprehensive overview of the injection molding process used in preform manufacturing.Preform – Wikipedia
Explains what a PET preform is and how it is transformed into bottles.PET Preform Mold – iBottler
Learn about our custom PET preform mold solutions, including cavity options, material choices, and mold lifespan.What is a Preform Mold? – iBottler
A beginner-friendly explanation of what preform molds are and how they fit into the PET bottle production process.
