Are you finding it difficult to navigate the complex world of plastic bottle manufacturing? Choosing the wrong equipment can lead to expensive errors and significant production delays. This comprehensive guide is here to demystify the PET blowing machine, helping you make a confident and informed decision for your business.
A PET blowing machine is specialized equipment designed to transform pre-made PET (Polyethylene Terephthalate) preforms into finished, hollow bottles. The machine operates on a two-step process that involves precisely heating the preform and then using high-pressure compressed air to stretch and inflate it into a final bottle shape inside a mold.

Getting a grasp of the basics is the first step, but the real challenge lies in understanding how this technology fits into the broader landscape of plastic manufacturing. You might have heard of other processes and feel confused about which one is right for your products. Let's dive deeper to clarify these distinctions, ensuring you can pinpoint the exact technology you need to bring your bottle designs to life and build a successful production line.
How does PET blowing differ from other blow molding processes?
Are you feeling confused by the variety of industry terms like Injection Blow Molding, Extrusion Blow Molding, and Stretch Blow Molding? This confusion can easily lead you down the wrong path, causing you to waste valuable time and resources on technology that isn't suitable for your specific needs. Let's clearly break down the key differences to set you on the right track.
The process used for PET bottles, known as Injection Stretch Blow Molding (ISBM), is unique because it starts with a pre-molded "preform." This preform is stretched in two directions (biaxially) during the blowing process, which gives the final bottle superior strength, clarity, and gas barrier properties. This makes it perfect for products like carbonated soft drinks and bottled water.

The Core Process Distinction
The fundamental difference between these technologies lies in the initial form of the plastic.
- Injection Stretch Blow Molding (ISBM), which we use for PET, starts with a fully formed, test-tube-like part called a preform. The neck of the bottle is already finished at this stage.
- Extrusion Blow Molding (EBM) starts with a hot, hollow tube of molten plastic, called a parison. The machine extrudes this parison downwards and captures it in a mold to be inflated.
- Injection Blow Molding (IBM) starts by injection molding a parison around a core pin, then transfers it to a second station to be blown, and a third to be ejected.
I remember a client, much like my customer in Mexico, who initially thought one machine could do it all. They had a mix of PET water bottles and HDPE detergent jugs. We had to walk them through why they needed a PET bottle blowing machine for their water bottles and a completely different EBM machine for their jugs with handles. Seeing the different starting materials—the clear, solid preform versus the hot, soft parison—was a real "aha" moment for them. It clarified that the process is tailored to the plastic material and the final product's requirements.
Material Suitability
PET (Polyethylene Terephthalate) is the star material for ISBM because of its unique molecular structure. When you heat and stretch PET, its polymer chains align in two directions, a phenomenon called biaxial orientation. This is what creates the exceptional clarity and strength. Other materials are suited for different processes. HDPE (High-Density Polyethylene) is common for EBM because it's tough and cost-effective, perfect for milk jugs and shampoo bottles. PP (Polypropylene) and PC (Polycarbonate) can also be used in various blow molding processes, but each requires specific machine parameters. My Mexican client discovered this when he realized his PC bottles required a much more complex process than his PET ones, which is why starting with a dedicated PET line was the logical first step.
Comparing the Three Main Blow Molding Technologies
To make it easier to understand, let's compare these three methods side-by-side. The preform used in the PET process is a critical component, created with precision in a dedicated preform mold before it even reaches the blowing machine.
| Feature | Injection Stretch Blow Molding (ISBM/PET) | Extrusion Blow Molding (EBM) | Injection Blow Molding (IBM) |
|---|---|---|---|
| Starting Form | Solid, Injection-Molded Preform | Hollow, Extruded Plastic Tube (Parison) | Injection-Molded Parison on a Core Rod |
| Common Materials | PET | HDPE, PP, PVC | PP, HDPE, PS, PC |
| Key Advantage | Superior Strength, Clarity, and Gas Barrier | Excellent for Bottles with Handles, Low Tooling Cost | High Precision Neck, Zero Scrap, Good for Small Bottles |
| Typical Products | Carbonated Drinks, Water, Food Jars | Milk/Detergent Jugs, Shampoo Bottles, Industrial Drums | Small Medical Bottles, Cosmetic Containers, Roll-on Deodorant |
| Process | Typically a Two-Step Process | Typically a One-Step Process | Typically a One-Step Process |
How is the two-step process of PET bottle blowing explained?
Are you wondering why you can't just create a PET bottle directly from raw plastic pellets in a single machine? Not understanding this fundamental two-step process can lead to significant inefficiencies, quality control problems, and frustration in your production efforts. Let's break down each critical step so you can see why this method is dominant in the industry.
The two-step PET blowing process is highly efficient and allows for optimized production. The first step involves using an injection molding machine to create a finished "preform." In the second step, this separate preform is taken to a bottle blowing machine, where it's reheated, stretched, and inflated inside a final blow bottle mold to create the bottle.

Step 1: Crafting the Foundation - Preform Injection Molding
This initial step is all about creating a high-quality foundation for your final bottle. The process starts with raw PET resin pellets, which are dried to remove moisture. This is a critical step because any moisture in the resin will degrade the plastic during melting, leading to a weak and hazy final product. The dried resin is then fed into an injection molding machine, where it is melted and injected under high pressure into a multi-cavity preform mold.
This mold is a marvel of engineering, often containing dozens of identical cavities that allow for the mass production of preforms in a single cycle. Inside the mold, the molten PET cools and solidifies into the preform shape. Crucially, the neck finish of the bottle, including the threads for the cap, is perfectly formed and finalized during this stage. The preforms are then ejected, cooled, and are ready for the second step. They can be produced in one location and shipped to another for blowing, which offers incredible logistical flexibility.
My Mexican client was initially puzzled by this. He asked, "Why do I need to think about buying preforms or a separate preform machine? Why doesn't the blowing machine just melt the plastic?" Explaining that separating these two steps allows for specialized quality control and massive production flexibility was the key. They could source high-quality preforms from a trusted supplier before making the much larger investment in their own preform production line.
Step 2: The Transformation - Reheat Stretch Blow Molding (RSBM)
This is where the magic happens. The finished preforms are fed into the PET bottle blowing machine. The process begins as the preforms are loaded into an oven, where they travel past a series of infrared lamps. These lamps heat the body of the preform to a precise temperature, usually around 100-120°C. This softens the PET, making it pliable, but keeps the already-finished neck cool and rigid.
Once perfectly heated, the preform is quickly transferred into a metallic blow bottle mold that has the shape of the final container. The mold closes, and two things happen almost simultaneously:
- A thin steel rod, called a stretch rod, shoots down into the preform, stretching it vertically towards the bottom of the mold.
- High-pressure, sterile compressed air is blasted into the preform, inflating it horizontally like a balloon.
This combination of vertical stretching and horizontal blowing (biaxial orientation) aligns the PET molecules, creating the strong, clear, and lightweight bottle we are all familiar with. The cold mold walls then rapidly cool the plastic, locking it into its final shape. The mold opens, the finished bottle is ejected, and the cycle begins again, often taking only a few seconds.
What are the types of PET blowing machines: semi-automatic, fully automatic, and rotary?
Are you feeling overwhelmed by the different types of PET blowing machines available on the market? Choosing a machine that doesn't properly align with your production scale can severely cripple your growth potential or needlessly drain your capital budget on unused capacity. Let's clarify the main types so you can choose wisely.
PET blowing machines are primarily categorized by their level of automation and output speed. Semi-automatic machines require an operator to manually load preforms. Fully automatic linear machines handle the entire process automatically. High-speed rotary machines are also fully automatic but use a carousel design for the highest possible output, serving large-scale industrial production.

The Starter's Choice: Semi-Automatic Machines
A semi-automatic machine breaks the process into two parts handled by an operator. First, the operator manually places preforms onto the holders of a separate heating oven. Once the preforms are heated, the operator physically moves them into the blowing station, closes a safety door, and presses buttons to initiate the blowing cycle.
These machines are the entry point into bottle production. Their primary advantage is a much lower initial investment, making them ideal for startups, small businesses, companies performing market tests with new bottle designs, or for producing very small, specialized batches. However, the trade-off is a high reliance on manual labor, which increases the cost per bottle. The output is also significantly lower, and it can be challenging to maintain perfect consistency from bottle to bottle due to the manual handling.
The Scalable Workhorse: Fully Automatic (Linear) Machines
Fully automatic linear machines represent a significant step up in productivity and consistency. In this setup, an operator simply fills a large hopper with preforms. The machine then takes over completely. An unscrambler or elevator automatically sorts and orients the preforms, feeding them onto a rail that carries them through the heating oven and directly into the blowing station. The entire process, from preform loading to ejecting the finished bottle, is automated.
These machines offer a fantastic balance of cost, speed, and automation. They dramatically reduce labor costs and produce a highly consistent product. They are the workhorses of most medium to large-sized factories and provide a scalable solution that can support a company's growth. A single linear bottle blowing machine can be configured with different numbers of cavities to achieve a wide range of outputs.
The Industrial Powerhouse: Rotary Machines
Rotary machines are the pinnacle of high-speed bottle production. Instead of a linear path, these machines are built on a large, continuously spinning carousel. The preforms, heaters, and blow molds all rotate together in a seamless, high-speed motion. This design eliminates any stop-and-go movement, allowing for extremely fast cycle times.
These machines are built for massive-scale production, often dedicated to a single bottle type for a major beverage brand. Their output is unmatched, but so is their initial cost and complexity. A rotary machine is a massive investment and is only cost-effective when running around the clock to produce millions of bottles. They are less flexible than linear machines when it comes to changing bottle types and require a highly skilled team for operation and maintenance.
Machine Type Comparison
Choosing the right machine is a matter of matching your specific production volume and business goals with the right technology.
| Feature | Semi-Automatic | Fully Automatic (Linear) | Fully Automatic (Rotary) |
|---|---|---|---|
| Output (Bottles Per Hour) | 500 - 2,000 | 2,000 - 12,000 | 12,000 - 90,000+ |
| Labor Requirement | High (Constant Operator Input) | Low (Primarily Supervision) | Low (Primarily Supervision) |
| Initial Investment Cost | Low | Medium | Very High |
| Flexibility for Changeovers | High (Very easy to change molds) | Medium (Good for families of bottles) | Low (Best for dedicated production lines) |
| Ideal For | Startups, R&D, Small Specialty Runs | Medium to Large Factories, Growing Brands | Global Beverage Companies, Massive Volume |
How does a PET blowing machine work: heating, stretching, and blowing?
Are you curious about the intricate process that happens inside a machine to transform a small, dense preform into a large, lightweight bottle in just seconds? Without a clear understanding of this core process, you won't be able to effectively troubleshoot quality issues or optimize your production for the best results. Let's examine the three critical stages of this transformation.
A PET blowing machine functions through a perfectly synchronized sequence. First, it moves preforms through a specialized oven with infrared lamps to soften them to a precise temperature. Next, a steel rod stretches the preform vertically. Almost simultaneously, high-pressure air inflates the preform, forcing it to expand and take the exact shape of the surrounding blow bottle mold.
The Perfect Warm-Up: The Heating Process
This is arguably the most critical stage for bottle quality. After being loaded into the machine, preforms travel through a heating tunnel, often called an oven. Inside this oven are multiple zones of high-intensity infrared (IR) lamps. The goal is not just to heat the preform, but to achieve a very specific temperature profile from top to bottom. The preforms are continuously rotated as they pass the lamps to ensure they are heated evenly all the way around.
Think of it like toasting a marshmallow over a campfire. You have to keep it turning to get a perfect, even golden brown. If you hold it still, one side will burn while the other remains uncooked. A preform needs that same even heating to stretch properly. If one spot is too hot, it will become thin and weak in the final bottle. If a spot is too cold, it won't stretch enough, resulting in a thick, cloudy patch. Advanced machines allow operators to adjust the power of individual lamps to "profile" the heat, adding more or less energy to specific parts of the preform body to control how the material distributes in the final bottle. Proper ventilation within the oven is also crucial to remove excess heat and maintain stability.
The Critical Lengthening: The Stretching Process
Once the preform leaves the oven at its ideal temperature, it is immediately placed into the blowing mold. A long, thin metal rod, the stretch rod, then descends into the preform. It makes contact with the inside base of the preform and pushes it downwards, stretching it vertically towards the bottom of the mold cavity.
This step, known as axial stretching, is what gives the bottle its vertical strength and helps determine the final height of the bottle. The speed and timing of the stretch rod are precisely controlled. Stretching too fast can tear the material, while stretching too slowly can allow the preform to cool too much, preventing a full stretch. The interaction between the heating profile and the stretching speed is fundamental to achieving the desired material distribution.
The Final Form: The Blowing Process
The blowing process itself usually occurs in two stages and happens in the blink of an eye.
- Pre-Blow: As the stretch rod is moving downwards, a low-pressure jet of air (typically 5-15 bar) is introduced. This "pre-blow" air begins to inflate the preform slightly, pushing it off the stretch rod and centering it within the mold cavity. This prevents the material from touching the cold mold walls too early and helps ensure an even wall thickness.
- High-Blow: Immediately after the pre-blow, a blast of very high-pressure air (up to 40 bar or 580 psi) is injected. This powerful force rapidly inflates the preform, forcing it to expand and conform perfectly to every detail of the mold cavity's inner surface. This is the radial or "hoop" stretching. This combined vertical and radial stretching creates the biaxial orientation that gives PET bottles their signature strength and clarity. The cold metal of the blow bottle mold instantly cools the hot plastic, freezing the aligned polymer chains in place and solidifying the bottle's final shape.
The high-pressure air is then vented, the mold opens, and the finished bottle is ejected, ready for filling.
What are the key components inside a PET blowing machine?
Does looking at a PET blowing machine, with its web of pipes, wires, and moving parts, feel like trying to solve a complex puzzle? Not knowing the main components and their functions makes it very difficult to evaluate the quality of a machine or to have a meaningful conversation with a manufacturer about your specific needs. Let's identify the core systems that make it all work.
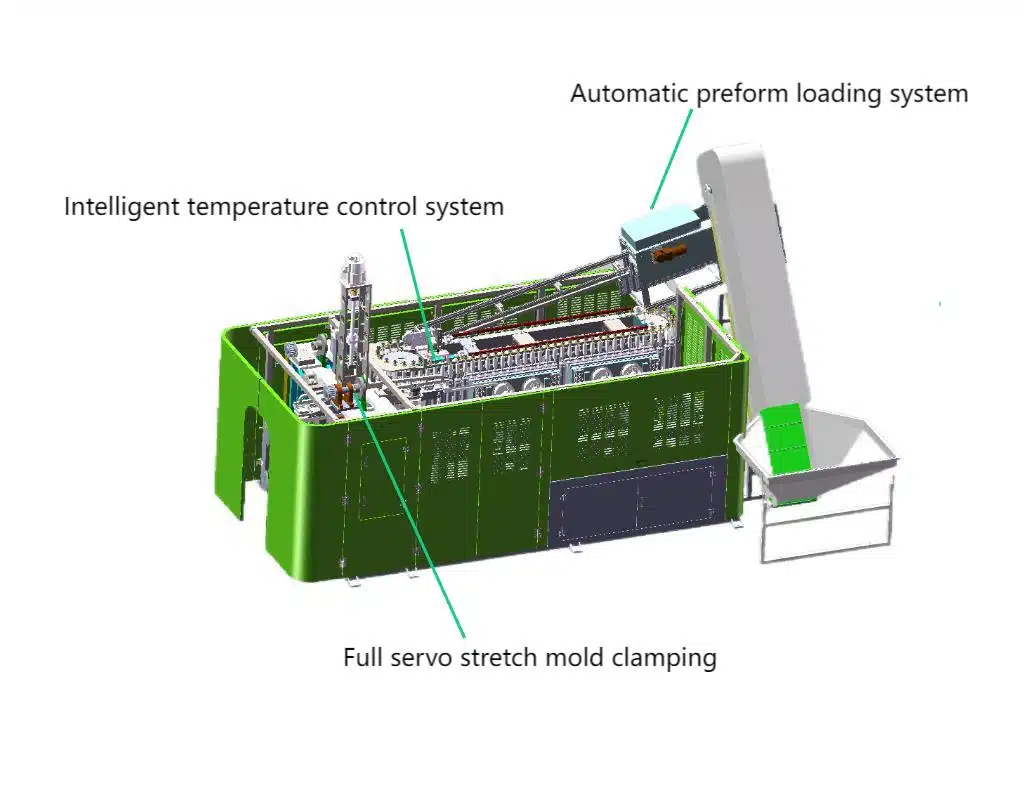
The essential components of a modern PET blowing machine include the preform loading system, a precision heating system with infrared lamps, a robust mold clamping system to hold the blow bottle mold, the stretching and blowing units, and a sophisticated control system (PLC) that synchronizes every action with millisecond precision.
The Starting Point: Preform Handling System
This is the automated system that feeds the raw material into the process. It typically consists of three parts:
- Hopper: A large bin where an operator dumps bulk preforms.
- Unscrambler/Elevator: A device that takes the jumbled preforms from the hopper, orients them all in the same direction (neck up), and lifts them onto a loading rail.
- Infeed Rail: A channel that transports the preforms one by one from the unscrambler into the main heating section of the machine.
The Powerhouse: Heating System
Also known as the oven or heater, this is where preforms are prepared for blowing. Its key parts are:
- Infrared (IR) Lamps: These are the heat source. They are arranged in multiple vertical zones, and their power can be individually controlled to create a precise heating profile on the preform body.
- Ventilation System: A system of fans and vents that removes excess heat from the oven and, more importantly, protects the preform necks from deforming by keeping them cool.
- Preform Mandrels: The spinning holders that grip the preforms by the neck and carry them through the oven, ensuring even heating.
The Heart of the Machine: Clamping, Stretching, and Blowing Systems
This is where the physical transformation occurs.
- Clamping System: This powerful mechanism holds the two halves of the heavy blow bottle mold tightly shut. It must withstand the immense force of the high-pressure blowing air, which can be many tons of pressure. Common designs include toggle-style mechanical clamps or hydraulic clamps. The precision and strength of the clamping system are vital for a consistent seam line on the bottle.
- Stretching System: This consists of the stretch rods and the mechanism that drives them. In modern machines, this is often controlled by a servo motor for extreme precision in speed and position, which is critical for controlling bottle wall thickness.
- Blowing System: A network of high-pressure valves and nozzles that deliver the pre-blow and high-blow air into the preform at the exact right moments.
The Brains of the Operation: Control & Automation
This is the nervous system that ensures every component works in perfect harmony.
- PLC (Programmable Logic Controller): This is the central computer of the machine. It stores the "recipe" for each bottle (heating times, stretching speeds, blowing pressures, etc.) and controls all the timings and actions. The operator interacts with the machine through a Human-Machine Interface (HMI), which is a touchscreen connected to the PLC.
- Servo Systems: As mentioned, modern, high-performance machines use servo motors instead of older pneumatic or hydraulic systems for key movements like stretching, mold clamping, and preform transfer. Servos are faster, more precise, more repeatable, and more energy-efficient, leading to higher quality bottles and lower operating costs.
The Efficiency Booster: High-Pressure Air Recovery System
Generating compressed air at 40 bar is very energy-intensive. An Air Recovery System is a clever feature that captures a portion of the high-pressure air exhausted at the end of the blowing cycle. Instead of just venting it to the atmosphere, this system recycles it to supply the low-pressure air needed for the pre-blow stage and for pneumatic actuators elsewhere on the machine. This simple system can reduce the energy consumption of the high-pressure compressor by up to 30%, offering significant operational cost savings.
How do I choose the right PET blowing machine based on production needs?
Are you ready to make an investment but feel unsure about which machine configuration is the right one for your business? Making the wrong choice can mean you either can't keep up with customer demand or you've overspent on capacity that you will never use. Let's walk through a logical process to match the right machine to your specific needs.
To select the ideal bottle blowing machine, you must first clearly define your required output in bottles per hour (BPH). Next, analyze the size, weight, and shape of your bottles. For very low output (under 2,000 BPH), a semi-automatic machine is a viable start. For higher volumes, a fully automatic linear or rotary machine becomes necessary.
Step 1: Calculate Your Required Output
This is the most important number you need to determine. Don't just think about today; think about where you want your business to be in the near future. I always ask my clients to project their sales for the next 3 to 5 years. A startup might only need 1,000 BPH right now to supply local stores. But if their business plan includes being in major retailers in two years, that demand could easily jump to 4,000 BPH or more.
To calculate this, consider:
- (Number of bottles needed per month) / (Number of production days per month) / (Number of production hours per day) = Required Bottles Per Hour (BPH).
Always add a buffer for growth and potential machine downtime. Investing in a 4,000 BPH fully automatic machine from the start might seem expensive, but it can save the massive headache and even greater expense of having to buy a second machine and set up a whole new production line just a year or two later.
Step 2: Analyze Your Bottle Portfolio
Next, look at the products you need to make.
- Bottle Volume: Machines are rated for a maximum bottle volume (e.g., up to 2 liters, up to 5 liters). A machine designed for small 250ml bottles will not be able to produce a 5-liter jug.
- Neck Diameter: The machine's preform handling system is designed around a specific range of neck sizes. If you have bottles with very different neck finishes, you may need different sets of handling parts or even a different machine.
- Bottle Shape and Variety: If you produce many different bottle shapes and change between them frequently, a machine with faster and easier mold changeover capabilities is highly desirable. If you produce only one or two bottle types in high volume, changeover time is less critical.
Step 3: Match Needs to Machine Type
With your output and bottle information, you can now use this simple guide to narrow down your options. This decision is a balance between automation, speed, and capital investment.
| Your Production Need | Recommended Machine Type | Why It's the Right Choice |
|---|---|---|
| Market testing, R&D, lab use, very small batches (e.g., artisanal products) | Semi-Automatic | The low initial cost and high flexibility for trying different bottle shapes are perfect. Labor cost is acceptable for very small quantities. |
| Small to medium factory, growing brand, stable and predictable demand | Fully Automatic (Linear) | This is the sweet spot. It offers a great balance of investment cost, high output, low labor per bottle, and excellent consistency. It's a scalable solution. |
| Large-scale national or international operation, high-volume products | Fully Automatic (Rotary) | When speed is everything, this is the only choice. It provides the lowest possible cost per bottle at a massive scale, ensuring maximum efficiency for huge production runs. |
Step 4: Consider Your Total Budget and Factory Space
Finally, look at the bigger picture. The price of the bottle blowing machine is just one part of the equation. Your total investment, often called the Total Cost of Ownership (TCO), must include:
- Auxiliary Equipment: You will need a high-pressure air compressor, an air dryer and filters, and a water chiller to cool the mold. These are significant costs.
- Tooling: The cost of your blow bottle mold and potentially a preform mold if you plan to make your own.
- Installation & Training: The cost to have the machine professionally installed and your team trained.
- Space: The physical footprint of the machine and all its auxiliary equipment. Ensure you have adequate space and ceiling height in your facility.
How do bottle design factors influence machine customization?
Do you believe that any PET bottle design can be produced on any standard, off-the-shelf machine? Be careful. Complex or ambitious bottle designs can fail spectacularily on standard equipment, leading to poor quality, frustrating production halts, and wasted material. Let's explore how the specific details of your bottle's design directly influence the necessary machine configuration.
Your bottle's design is not just about aesthetics; it is a technical blueprint that directly impacts machine customization. The bottle's volume and neck diameter determine the machine's basic size and preform specifications. However, complex shapes, such as those with off-center necks, sharp angles, or specialized functions, may require custom heating controls, unique stretch rod designs, and a more robust clamping system in your bottle blowing machine.
The Big Three: Volume, Neck, and Weight
These three fundamental parameters have the biggest impact on machine selection and configuration.
- Bottle Capacity (Volume): This is the most basic factor. A larger bottle requires a machine that can accommodate a larger, heavier preform. This means the heating oven needs to be longer to provide adequate heating time. The clamping unit must be physically larger to hold a bigger blow bottle mold, and the blowing pressure and volume must be sufficient to inflate the larger container. A machine built for 500ml bottles simply doesn't have the physical space or power for a 5-liter container.
- Neck Finish (Diameter and Height): The neck finish on the preform dictates the design of the preform holders (mandrels) that carry it through the machine. While many machines can be adapted for different standard neck sizes (like 28mm or 38mm), a highly unusual or proprietary neck design may require completely custom-engineered handling parts.
- Bottle Weight / Wall Thickness: The target weight of your bottle determines the weight of the preform. A heavier preform needs more energy and time in the oven to heat through properly. Achieving a specific wall thickness, especially in a non-round bottle, is a delicate balancing act between the preform's design, the heating profile, and the stretching parameters. A proper preform mold design is essential here to ensure the plastic is correctly distributed in the preform itself before blowing even begins.
The Challenge of Shape and Special Features
This is where true customization often comes into play.
- Asymmetrical & Complex Shapes: A simple round bottle is the easiest to blow because it expands evenly. A bottle that is square, oval, flat, or has an off-center design is much harder to produce with consistent quality. These shapes are prone to thin corners or uneven material distribution. Success requires advanced machine capabilities like preferential heating, where specific lamps in the oven are used to heat one side of the preform more than another, encouraging the plastic to flow into sharp corners or flat panels correctly.
- Hot-Fill Bottles: If your bottle will be filled with a hot product like juice or tea (typically at 85-95°C), it needs to withstand that heat without shrinking or deforming. This requires a specialized "heat-setting" process. A hot-fill bottle blowing machine uses a special mold that is also heated. After blowing, the bottle is held in this hot mold for a moment. This process increases the crystallinity of the PET, making it much more thermally stable. This is a significant machine modification that cannot be added later.
Production Speed (Cycle Time)
Finally, how fast you need to make the bottle influences the machine's technology. Achieving a very fast cycle time (e.g., producing 2,000 bottles per cavity per hour) requires every component to be optimized for speed. This means more powerful and efficient heating, faster-acting blowing valves, and high-speed servo motors for the clamping and stretching systems. It also demands a very well-designed blow bottle mold with excellent cooling channels to solidify the bottle as quickly as possible. Your desired production rate is a key factor in the level of technology and investment required.
Why is working with an experienced PET blowing machine manufacturer crucial?
Are you considering buying a PET blowing machine from the cheapest supplier you can find on a vast online marketplace? While the initial price might be tempting, an inexperienced or purely transactional supplier can sell you a piece of equipment, but they often cannot provide the crucial support, expertise, and guidance that transforms that machine into a truly profitable and reliable production line. Let's discover the immense value of a true manufacturing partner.
Working with an experienced PET blowing machine manufacturer is absolutely vital because their contribution goes far beyond the physical equipment. A true partner offers expert consultation to help you select the right machine, comprehensive bottle and preform design services to ensure manufacturability, reliable and responsive after-sales support, and the capability to deliver complete turnkey solutions for your entire production line.

Beyond the Machine: Solution-Oriented Expertise
An experienced manufacturer doesn't just sell machines; they sell solutions. They have seen hundreds of projects and can help you avoid common and costly pitfalls. My Mexican client is a perfect example. They succeeded because they chose a partner who could provide genuine guidance. When their plan to produce PC bottles hit a technical roadblock, the manufacturer didn't just say, "Sorry, our machine can't do that." They took the time to explain why PC requires a different process (injection molding or EBM) and helped them refocus on perfecting their PET bottle production first. That consultative approach is the difference between a simple vendor and a real partner. At our company, we provide that same level of expert consultation, working with you to develop custom solutions and plan your entire production line for success.
The Power of Integrated Design and Support
A great manufacturing partner offers services that wrap around the machine itself, ensuring a successful outcome.
- Bottle & Preform Design: They have engineers who can take your bottle concept, analyze it for manufacturing feasibility, and then design the optimal preform to produce it efficiently with the lowest possible weight. This involves complex simulations to predict how the plastic will flow and distribute, a service that is invaluable for creating a high-quality, cost-effective product. Getting the preform mold design right from the start is half the battle.
- Prototyping & Sampling (打样支持): Before you commit to the high cost of a multi-cavity production blow bottle mold, an experienced partner can create a single-cavity pilot mold and produce physical samples. This allows you to hold your bottle, test it on your filling line, and confirm all specifications before moving to mass production.
- Turnkey Solutions (整线解决方案): Many businesses, especially new entrants, need more than just a blowing machine. An experienced manufacturer can design, supply, and install the entire production line—from resin handling and preform injection to the bottle blowing machine, air compressors, chillers, fillers, cappers, and labelers. This ensures all components are perfectly integrated and work together seamlessly, saving you the massive headache of coordinating multiple vendors.
The Long-Term Value of After-Sales Service
The relationship shouldn't end once the machine is delivered. In fact, that's when the real value of an experienced partner becomes clear. Look for a manufacturer that provides:
- Professional Installation and Training: Technicians who will install the equipment correctly and thoroughly train your team on its operation and maintenance.
- Spare Parts Availability: A reliable stock of critical spare parts that can be shipped quickly to minimize downtime.
- Technical Support: A team of experts you can call on for troubleshooting, process optimization, and support long after the warranty has expired.
A cheap machine with no support system behind it is not a bargain; it's a future liability. Partnering with an experienced, reputable manufacturer provides the technology, expertise, and peace of mind you need to build a successful and profitable bottling business.
Conclusion
Choosing the right PET blowing machine is a critical strategic decision for your business. It demands a clear understanding of the blowing process, a thorough evaluation of your specific production needs, and, most importantly, forming a strong partnership with an experienced manufacturer who can guide you to a successful, customized solution.
Frequently Asked Questions (FAQ)
1. What is the biggest mistake new businesses make when buying a PET blowing machine?
The most common mistake is focusing only on the initial purchase price of the machine. New businesses often overlook the total cost of ownership, which includes essential auxiliary equipment (high-pressure compressor, chiller, dryer), mold costs, energy consumption, and the immense value of after-sales support and training. Choosing the cheapest machine from an unsupported vendor often leads to higher long-term costs due to downtime, poor bottle quality, and a lack of expert help when problems arise.
2. Can I use the same machine to make 100ml small bottles and 5-gallon large bottles?
No, this is not feasible. PET blowing machines are designed for a specific range of bottle sizes. A machine built for small bottles (e.g., up to 2 liters) lacks the physical space for a large 5-gallon (approx. 19-liter) mold, the clamping force to hold it, and the oven size to properly heat such a large preform. You would need two separate, specialized machines: a standard high-speed machine for the small bottles and a dedicated large-format machine for the 5-gallon jugs.
3. How much energy does a PET blowing machine use, and how can I reduce costs?
The two biggest energy consumers are the heating oven and the high-pressure air compressor. To reduce costs, look for a modern machine with energy-efficient servo motors instead of older hydraulic systems. Most importantly, ensure the machine is equipped with a high-pressure air recovery system. This system can recycle up to 30% of the expensive high-pressure air, significantly lowering the load on your compressor and your electricity bill. Proper operational training to optimize heating profiles also prevents wasting energy.
4. My bottle design is very unique. How do I know if it can be produced effectively?
The best way is to consult with an experienced machine manufacturer before you finalize the design. They can perform a design for manufacturability (DFM) analysis. Their engineers will review your design for potential problem areas, such as sharp corners, flat panels, or extreme dimensional ratios. They can then recommend design tweaks and confirm if it can be produced with high quality. A good partner can also create prototypes from a pilot blow bottle mold for you to test and approve before investing in production tooling.
5. Why do I need to buy both a "preform mold" and a "blow mold"? Can't one tool do everything?
They are two separate tools for two completely different manufacturing processes. The preform mold is a high-precision, multi-cavity tool used in an injection molding machine to create the solid preforms from molten plastic resin. The blow bottle mold is a hollow tool used in a blowing machine to shape the final bottle from a heated preform. This two-step process allows for much higher production rates and better process control than trying to do everything in one step.
🔗 Learn More about Blow Molding Technology
To better understand the core components of a 6-cavity automatic blow molding machine, here are some useful resources:
Blow Molding – Wikipedia
A comprehensive overview of various blow molding processes, including extrusion, injection, and stretch blow molding.Injection Molding – Wikipedia
Important for understanding the production of preforms used in stretch blow molding.Stretch Blow Molding – Wikipedia
Explains how PET bottles are formed through axial and radial stretching processes.PET Bottle – Wikipedia
Background information on the materials and properties of typical PET bottles.Design of PET Bottles – Wikipedia
An introduction to the design considerations and geometry used in PET bottle manufacturing.
🔗 Related Pages on Our Website
Automatic Blow Molding Machines – iBottler
Discover our full range of customizable automatic PET bottle blow molding machinesSemi-Automatic Blow Molding Machines – iBottler
Ideal solutions for startups and small-scale PET bottle production.Blow Bottle Mold – iBottler
Explore our precision blow molds designed for PET and PP bottles.Preform Mold – iBottler
Learn more about our high-precision preform molds suitable for various injection molding machines.
